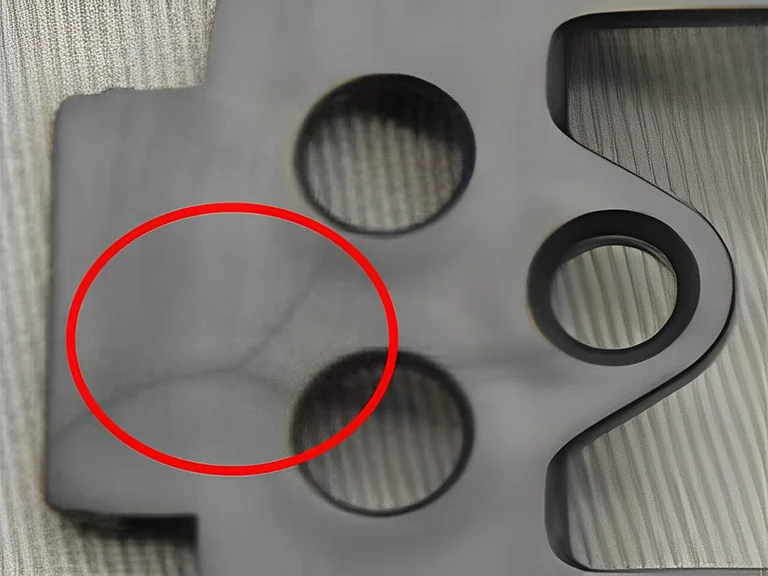
Injection molding weld lines refer to a line on an injection molded part that is generated where the two halves of the mold come together. As a result, the portion has a faint, perhaps undetectable line.
This line does not normally impact the overall shape or dimensions of the item. Still, it can be seen to varied degrees depending on mold polish, material type, material color, and processing settings. There are numerous ways to make this line less visible on the molded object, but because injection molding relies on a two-part mold, it can never be totally avoided.
This guide will explore the cause, differentiating factors, impacts, and solutions of welding lines in injection molding.
Also Read: How Is CNC Demolding Better Than Manual Demolding?
Factors That Cause Weld Lines:
Weld lines, also known as knit lines, can appear in injection molds due to a number of potential causes. Injection molding weld lines can be caused by several different things, some of which are listed below.

● Inappropriate Temperature
The formation of weld or knit lines in injection molding is significantly influenced by temperature. When the temperature is insufficiently high, there is a risk of premature solidification, leading to the appearance of injection molding weld lines. Temperature issues can arise in different areas, including the mold, runners, and injection molding machine.
Proper control and maintenance of the mold temperature are crucial to prevent rapid solidification and promote seamless flow and fusion of the molten plastic, minimizing the occurrence of injection molding weld lines.
Similarly, monitoring and regulating the temperature in the runners and the injection molding machine are important to ensure optimal plasticization and flow, reducing the likelihood of weld line formation. Manufacturers can produce high-quality plastic parts with improved structural integrity and visual appeal by closely managing temperature throughout the injection molding process.
● Pressure
Insufficient pressure can result in a weld line forming during the plastic flow and melting process. This occurs most frequently in the event that the equipment in question is malfunctioning or when the settings on the machine are incorrect. The incorrect design of the mold is another possible cause of this issue.
● Poor Mold Design
Poor mold design, including inappropriate mold wall thickness and faulty gate placements, is a common cause of weld line formation in injection molding. Inadequate mold wall thickness leads to uneven cooling and hindered plastic flow, resulting in weld lines.
Incorrect gate positions cause multiple flow fronts that struggle to merge seamlessly, creating visible injection molding weld lines. To address these issues, optimizing mold wall thickness and strategically placing gates can minimize weld line formation, improving the overall quality of injection-molded products.
● Resin Speed
The slow flow speed of the molten plastic in injection molding can result in the formation of weld or knit lines. When the plastic flows slowly, it cools unevenly, causing visible lines or seams to appear where the cooled fronts meet.
To prevent these imperfections, optimizing the flow speed is crucial for achieving uniform and rapid movement of the molten plastic, reducing the likelihood of weld or knit line formation.
● Mold Release
Excessive mold release agent application can impact the injection molding process, particularly regarding the required pressure for injecting the resin into the machine. When there is an excessive amount of mold release agent present, higher injection pressures are typically necessary to facilitate the flow of the molten plastic.
However, if the injection speed is not appropriately adjusted to accommodate this higher pressure, it can lead to the formation of weld lines in the final product. Therefore, finding the right balance between mold release agent application, injection pressure, and injection speed is essential to minimize the occurrence of weld lines and ensure optimal product quality.
● Resin Impurity
Lastly, the presence of impurities in the resin used during injection molding can significantly impact the flow characteristics within the mold, potentially resulting in the formation of weld lines in the final product. Impurities in the resin can cause disruptions and irregularities in the flow, hindering the smooth and continuous movement of the molten plastic.
These flow disturbances can lead to the inability of the plastic fronts to merge seamlessly, resulting in the visible formation of weld lines. Therefore, ensuring the purity of the resin and using high-quality materials is crucial to achieving a more consistent and uninterrupted flow, reducing injection molding weld lines’ occurrence, and enhancing the molded product’s overall quality.
Suggested: How Does an Injection Unit in Injection Molding Machine Function?
Impact of Injection Molding Weld Lines On Product Quality and Performance:
When you encounter weld lines in injection molded products, it might not seem like a huge deal initially. However, professional manufacturers ought to take precautions to avoid them.
Why is that important? Because injection molding weld lines hurt the strength and longevity of the items produced by plastic injection, and as a result, they ought to be avoided.
Precisely, some of the most essential reasons to eliminate weld lines are as follows:
| Impact | Description |
| Weld Lines Make the Plastic Part Fragile | The weld line is the weakest part of the product and should be avoided at all costs. Why exactly? Because from that point on, the product is prone to failure. Weld lines pose a serious issue if the product’s design requires high durability. The strength of a product or material is diminished near the weld lines. As a result, weld lines are not to be taken for granted because of their significant impact on the final product’s durability. |
| Weld Lines Cause Deformity on the Products Surface | Sometimes the surface of a product will be altered because of weld lines. Welding or knit lines on the surface of the goods can be quite costly if the product’s appearance is important. Even a thin weld line might distort the surface of the product. Taking every possible safety measure to prevent weld lines from ever forming is crucial. No one wants a weaker, less long-lasting product, and weld lines in plastic auto parts are a prime example. In this blog’s final section, you’ll learn some trade secrets that will allow you to produce a final product free of visible welds. |
Solutions for Injection Molding Weld Lines
If you’re ever faced plastic sink mark issues in injection molded products, then troubleshooting welding lines can be easier. Simply put, the solution to the injection molding weld lines is similar to the solutions and approaches to reduce sink marks.
| Solving Welding Lines Caused by Equipment Error | Poor Plasticization and Uneven Melt Temperature | When dealing with concerns of insufficient plasticization and uneven melt temperature, extending the molding cycle can help. The plasticizing capacity of the molding machine can be increased as needed. |
| Solving Welding Line Issues Caused by Mold Errors | Adjusting Mold Temperature | Increase the local temperature at the weld seam or the mold temperature if necessary. |
| Runner and Cold Slug Well | The runner and cold slug well should be enlarged and made more effective if they are too small, thin, or shallow. | |
| Gate Design | – Consider relocating the gate and expanding or contracting the gate section. By designing it properly, ensure the melt can’t escape through the gate’s inserts or holes. – To avoid problems caused by injection filling, try fixing or moving gates that experience it or implement a block buffer. – If you can help it, try to avoid employing several gates. | |
| Venting | – Check the vents and install new ones if necessary. – Clear the inserts and the ejector pin clearances, and widen or polish the venting passageways. | |
| Welding Lines Due to Molding Process Errors | Injection Pressure and Time | You need to inject with more pressure and for a longer period. |
| Injection Speed | – Vary the rate at which the injection is made. – While slower speeds improve air venting within the cavity, higher speeds aid in getting the melt to the meeting point before it cools. | |
| Barrel and Nozzle Temperature | – The barrel and nozzle temperatures must be set correctly. – The viscosity of the plastic is decreased at higher temperatures, allowing for easier flow and narrower weld lines. – Gaseous substances decompose less quickly when temperatures are lowered. | |
| Release Agent | Release agents, especially those containing silicone, should be used sparingly, as they can interfere with the welding of flow fronts. | |
| Clamping Force | Reduce the clamping pressure to allow for more airflow. | |
| Screw Speed and Backpressure | – The plastic’s viscosity can be lowered by increasing the rotational velocity of the screw. – The plastic’s density can be increased by increasing back pressure. | |
| Mold Lines Due to Error in Raw Material | Raw Material Handling | Raw materials should be dried sufficiently, and liquid additives should be kept to a minimum. |
| Lubricants and Stabilizers | – Plastics that lack fluidity or are heat sensitive can be improved by adding lubricants and stabilizers. – Choose plastics that are both fluid and heat resistant. | |
| Molding Lines Due to Product Design Error | Wall Thickness | Thickening thin-walled components delays the solidification of those components. |
| Insert Placement | If the insert is not in the correct spot, move it there. |
Weld Lines vs. Meld Lines: Are They Different?
The two are different injection molding defects commonly found in molded plastic products.
If you’re confused between the two, the distinguishing characteristics are simple. Simply put, the joint angle of the two flows can specifically define the differences between injection molding weld lines and melt lines. When the value of the converging angle is greater than 135 degrees, a melt line will form.
Also Read: Principles of Selecting and Creating an Effective Mold Base
While a weld line will develop if this angle value is less than 135 degrees, there will not be one if it is greater than this number. Slow flow speed in injection molding can cause weld or knit lines to form. Let’s take a look at the factors that lead to these lines of imperfection.
Summing Up:
While injection molding weld lines can greatly impact your product’s performance and quality, it can often be an overlooked injection molding defect. Hence, the best way to ensure that injection molding welding lines do not impact your entire production line quality is to seek expert help.
At Prototool, we ensure that our injection molding production process is conducted with extreme attention to detail and emphasis on maintaining accuracy in every step to prevent common defects like welding lines.
For more details and queries, welcome to connect with our professional team.









