In plastic mold design, creating strategic clearance is crucial for the seamless operation and assembly of various components. This process ensures that during the design phase, clearances are accurately accounted for, facilitating efficient machining and assembly by the moldmaker. But what are the specific components in plastic mold design that require such clearance?
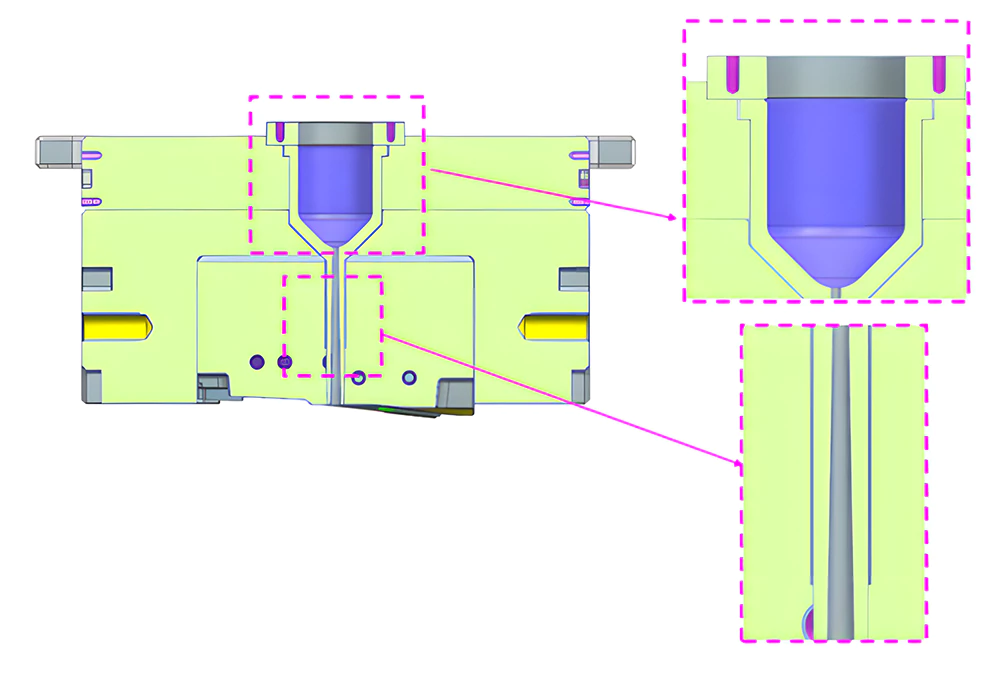
Flange and Sprue Bushing
In mold design, the flange should have a unilateral clearance of 0.1mm with the top clamp plate. The sprue bushing should have a unilateral clearance of 0.5mm with its mounting plate and the mold base, as shown in the diagram. Additionally, a 20mm clearance is reserved for the sprue bushing inside the mold cavity for sealing purposes.
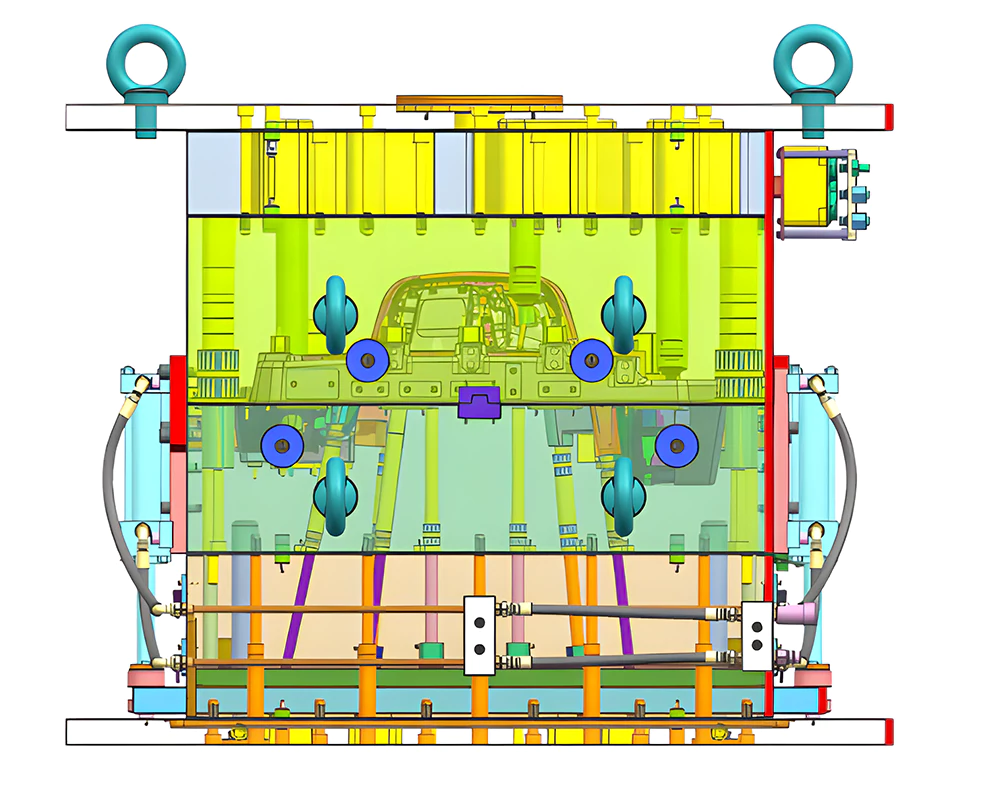
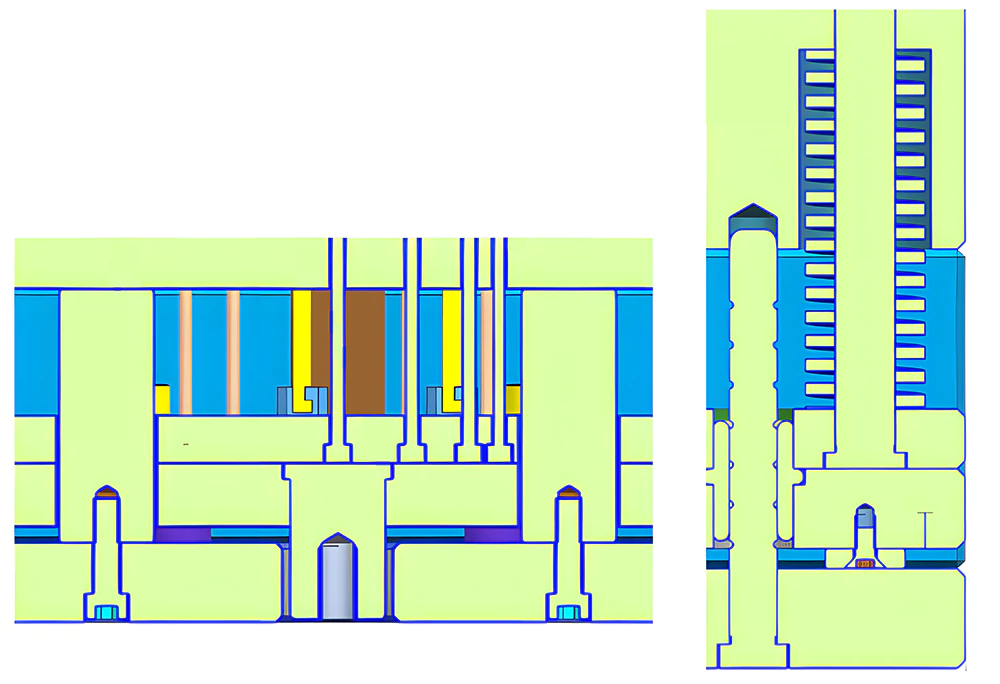
Support Pillars and Ejector Components
The support pillar, ejector blocks, and spring holes follow these clearance standards: For support pillars with a diameter under 50mm, a unilateral clearance of 2mm is required. For those over 50mm in diameter, a 3mm clearance is needed. Ejector pin through-holes on the B-plate and ejector retainer plate require a unilateral clearance of 0.5mm. The spring holes on the B-plate should have a clearance of 0.5-1mm.
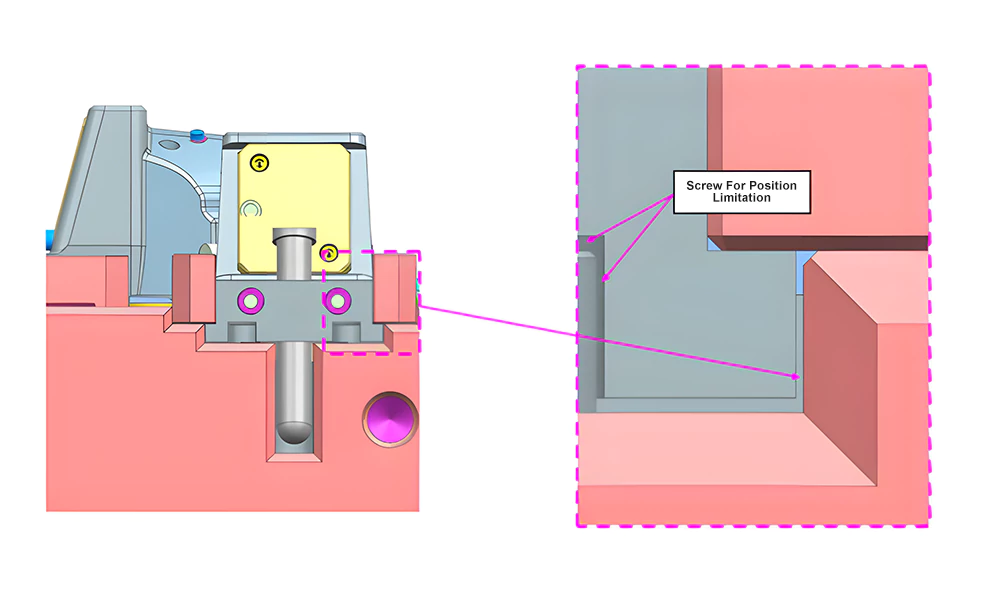
Slider Angle Pins and Slide Locking Blocks
The slider angle pin should have a unilateral clearance of 0.5mm with its corresponding hole. If the pin extends into the B-plate, a 2mm clearance is necessary. The slide locking block should maintain a sliding fit with the B-plate, with a unilateral clearance of 0.5mm. Limit screws should have a 1mm clearance on both sides, and a 2mm clearance at the top with the slide locking block.
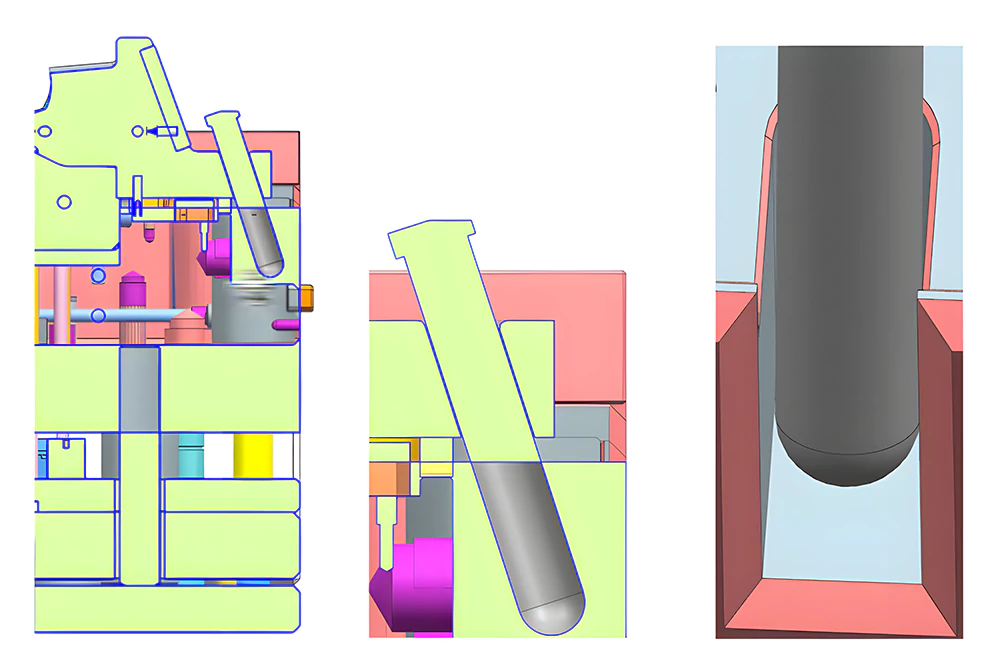
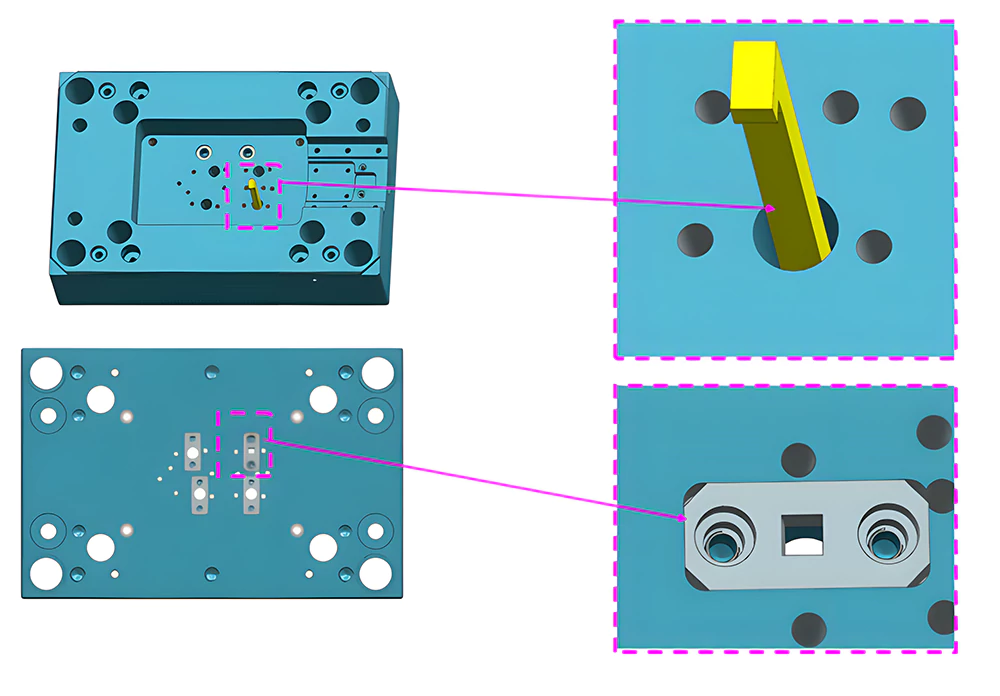
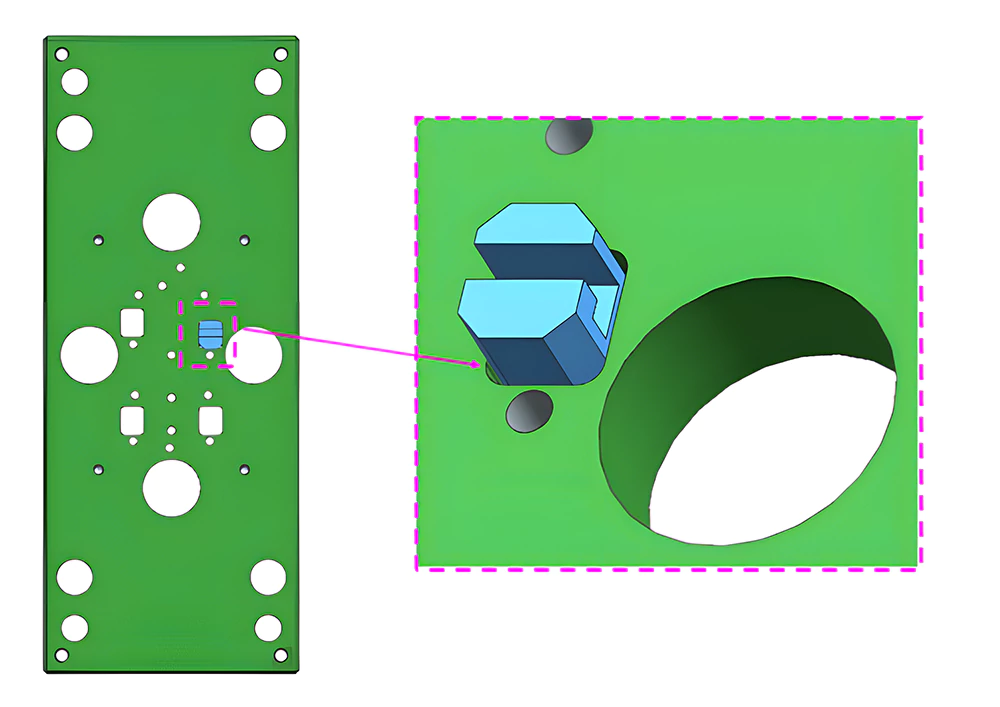
Angled Ejectors and Mold Plates
Angled ejectors typically use wire-cut round holes or milling for clearance with the B-plate. The guide blocks for these ejectors, often made of bronze, use a C-angle with rounded corners for clearance with the B-plate. This method facilitates CNC machining.
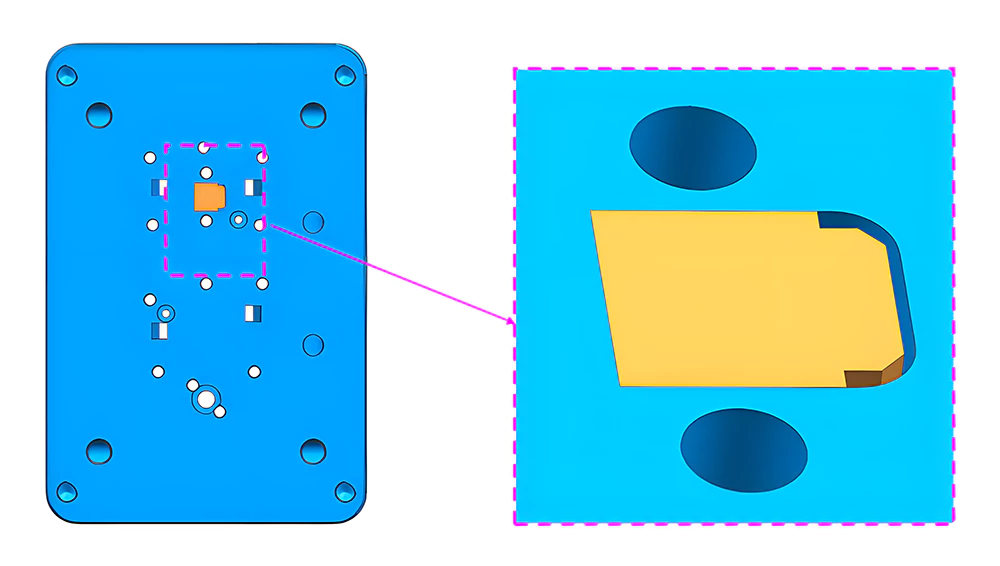
Mold Plate and Mold Base Clearance
The mold plate screws should have a unilateral clearance of 0.5mm with the mold base. The same clearance applies to the core locking screws with the mold core, and the small tie-bar sleeves with the mold plate. When designing inserts, ensure a unilateral clearance of 2mm with rounded corners for ease of CNC machining and assembly.
Conclusion
Strategic clearance in mold design is a critical aspect that ensures the smooth operation and longevity of the mold. Proper clearance prevents component wear and facilitates easier machining and assembly, contributing to the overall efficiency and quality of the mold-making process.









