Electrical discharge machining has emerged as a viable alternative for businesses due to the numerous drawbacks of conventional machining techniques. Using heat energy, EDM is a dependable and effective way to remove extra material from a workpiece. Manufacturers use this method to create items that would otherwise be difficult or impossible to produce. For extremely demanding machining applications, electrical discharge machining remains the solution. Engineers can alter materials in situations when conventional procedures are challenging or impossible. High-quality components are produced as a result of this distinctive procedure.
Numerous sectors use electrical discharge machining, including automotive, electronics, aerospace, pharmaceutical, food and beverage, stamping, and defense. This article will explain the principles of EDM, its various subgenres, and how to make the most of it.
EDM: What is it?
You must have heard the terms “spark machining,” “die sinking,” “wire erosion,” and “spark eroding” in passing. Electrical discharge machining is referred to by certain engineers and producers using this terminology (EDM). But what exactly is EDM? EDM, in its most basic form, uses heat energy to remove extra material from a workpiece.
Hard materials are frequently machined using the well-liked non-conventional machining technique known as electrical discharge machining (EDM). This technique is well-liked because EDM may work with any material, regardless of how hard it is. The EDM method does not involve mechanical force, as was already explained. Engineers may get the necessary forms solely by using electrical discharges, thanks to this production procedure. It is a very accurate operation without utilizing a tool on the workpiece. EDM is frequently the best option when working with tough materials like titanium or producing intricate forms.

What Is the Process of Electrical Discharge Machining?
Although the term might appear straightforward, the actual procedure is slightly more intricate. Using EDM, the material is removed from a workpiece by a series of repetitive, high-velocity current discharges between electrodes. A dielectric fluid is used to separate these electrodes. After that, a voltage is applied to the dielectric fluid. It’s crucial to remember that EDM production only functions with electrically conducting materials.
One of those electrodes can alter form to suit the intended function. The “anode” or “electrode” represents the workpiece. The tool electrode, sometimes known as the “cathode,” is the additional electrode. The fundamental idea underlying this procedure is the controlled electric spark erosion of the material. The two electrodes need to stay apart for this to happen.
The potential difference between the electrode and the workpiece is applied in pulse form. The electric field intensifies as the electrode approaches the workpiece and fills the little space between them. It keeps going till the loudness breaks down. The substance is heated to an extremely high temperature by electrical discharge. Certain components of the material melt away as a result of heating. The extra material may be taken out by maintaining a constant dielectric fluid flow. Additionally, the liquid aids in cooling while the machine is being used.
Different Electrical Discharge Machining Approaches:
The EDM procedure is both novel and traditional. There isn’t only one way to go about this procedure, though. Therefore this does not imply it. EDM comes in three different flavors. If one kind does not work well, this helps to ensure that there are other options. Among the several forms of electrical discharge machining are:
Hole EDM:
As its name suggests, drilling EDM specifically aids in quick hole drilling. Because the electrodes used in hole EDM are tubular, the dielectric fluid may readily pass through them. Hole EDM may create incredibly small and deep holes, unlike conventional drilling techniques. Moreover, deburring is not necessary for these holes. This procedure makes drilling precise holes faster than traditional methods, regardless of the kind or hardness of the metal.
Wire EDM:
Spark EDM and wire erosion are two more names for the process known as wire EDM. This technique uses brass or a thin copper wire to cut the workpiece. The electrode, in this instance, is the thin wire. Deionized water is commonly used as the dielectric liquid in this scenario. The wire continuously unfolds during the operation using a spool to receive an automatic feed.
This is so that the workpiece and wire won’t interfere with the electrical discharge. Consequently, the cut needs a new discharge channel. This strategy is effective in a big way. Engineers must take care that the wire must entirely pass through the workpiece. In essence, it, therefore, makes two-dimensional cuts in three-dimensional components. Results are frequently comparable to those of conventional CNC machining methods.
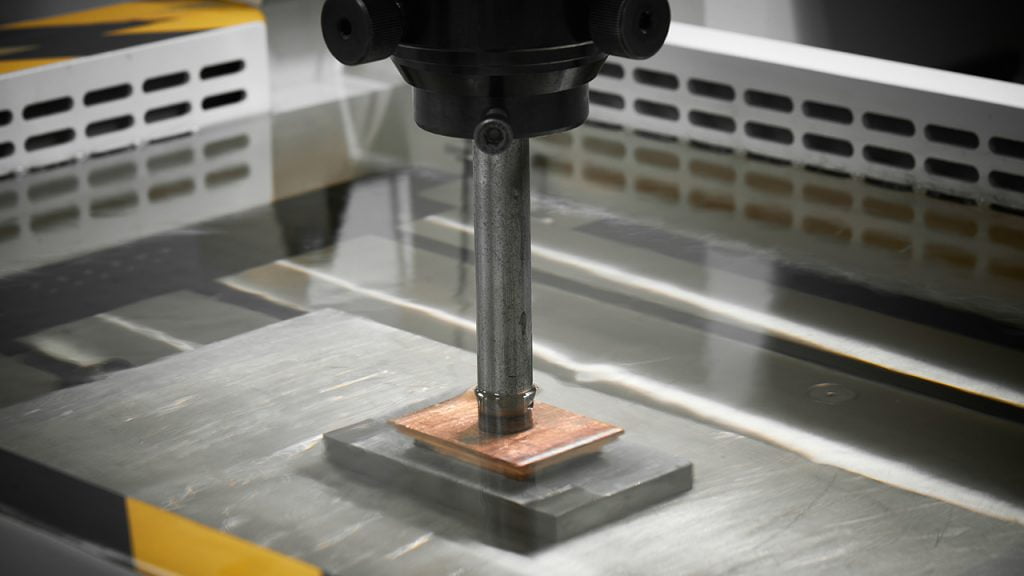
Sinker EDM:
Its other names are Ram EDM, die sinking, and cavity-type EDM. That is the standard EDM because it produces intricate cavity shapes for various casting applications, including plastic injection molding.
This procedure employs electrodes made of pre-machined copper or graphite to create a “positive” of the desired shape. Following that, the electrode is pressed into the workpiece to produce a negative of the original material form. When using sinker EDM, several variables might affect the electrode material selection. They consist of the electrode’s conductivity and resistance to erosive wear; typically, graphite is simpler to work with than copper material. Copper, however, is more advantageous and robust.

Electrical Discharge Machining Benefits:
The use of EDM in production has several distinctive benefits. They include, among others:
There is no Mechanical Force Applied:
The fact that no mechanical force is applied to the workpiece is a key additional benefit. Consequently, you don’t need to be concerned about creating flimsy outlines. Since there is no requirement for intense cutting power before material removal, this becomes simple. There is no mechanical tension between the tool, and the workpiece never makes contact.
Allows for a Variety of Shapes and Depths:
With EDM, reaching forms and depths with a cutting tool appears unattainable. It is a successful deep-processing technique with extremely large tool lengths and diameter ratios. The EDM procedure simplifies cutting interior corners with sharp edges, small holes, and deep ribs.
Utilize Any Electrically Conductive Material for Your Work:
The first thing that comes to mind when you think of EDM production is its versatility in materials. EDM is always the best method as long as your material is electrically conductive. As a result, items that are challenging for conventional machining techniques may be machined. Parts constructed of titanium and tungsten carbide are among them.
Improves Surface Finish Encourages:
Manufacturers also contend that EDM improves the surface smoothness of injection molding more than previous techniques. The EDM technique produces surfaces with great accuracy and exquisite finishes. Thus this may be the case.
Operation on Hardened Material:
Before the workpiece is hardened, additional conventional machining operations must be completed. EDM, however, performs flawlessly on materials that have already been hardened. As a result, it is simple to prevent any potential heat-related deformation.
Electrical discharge machining applications:
The use of EDM in small-volume manufacturing allows for the implementation of several procedures. Milling, turning, drilling tiny holes, and other operations are among them. In addition, a variety of industries, including the aerospace and automotive sectors, can benefit from this special technique.
The following applications benefit from this technique’s ability to produce distinctive and accurate shapes:
Small Hole Drilling:
Regardless of the hardness of the material, electrical discharge machining is a rapid and effective method for producing precise deep tiny holes. During the hole-drilling procedure, an electrode tube made of brass is used to direct electrical discharges onto the substance. This makes it easier to make tiny holes of different sizes. It can create holes on sloping faces and in other awkward locations, which is interesting.
Die Casting:
Applications for producing dies are another area where EDM excels. Extreme precision is needed when producing highly customized dies. Sharp interior corners, substantial ribs, and other detailed details are present in these dies. Additionally, exceptionally hard steel alloys are frequently used to make dies. Typically, these alloys are more difficult to process using conventional techniques. Before heat treatment, the hard steel alloys might need to be finished, which could compromise the precision of the details. Using the EDM technique is, therefore, more suited.
Injection Molding:
EDM is typically required to produce molds with the proper dimension, depth, and form. It is the primary injection molding technique that mold producers utilize. The primary kind in use here is wire EDM. It is often the greatest way to employ because injection molding calls for a variety of delicate and intricate workpieces. Furthermore, it frequently produces an extremely precise and fine EDM surface finish.
If you’re seeking the finest answers to all of your electrical discharge machining demands, Prototool is the way to go. They guarantee that utilizing their solutions will be easy and convenient while providing the greatest services available. Additionally, they will take extra measures to ensure that all of your demands are satisfied.









