Mecanizado por descarga eléctrica ha surgido como una alternativa viable para las empresas debido a los numerosos inconvenientes de las técnicas de mecanizado convencionales. Utilización de energía térmica, EDM es una forma fiable y eficaz de eliminar el material sobrante de una pieza de trabajo. Los fabricantes utilizan este método para crear artículos que de otro modo serían difíciles o imposibles de producir. Para aplicaciones de mecanizado extremadamente exigentes, el mecanizado por descarga eléctrica sigue siendo la solución. Los ingenieros pueden modificar materiales en situaciones en las que los procedimientos convencionales resultan difíciles o imposibles. Gracias a este peculiar procedimiento se producen componentes de alta calidad.
Numerosos sectores utilizan el mecanizado por descarga eléctrica, entre ellos automoción, electrónica, aeroespacial, farmacéutica, alimentos y bebida, estampacióny defensa. En este artículo se explican los principios de la EDM, sus distintos subgéneros y cómo sacarle el máximo partido.
EDM: ¿Qué es?
Seguro que ha oído hablar de "mecanizado por chispa, ”morir hundiéndose, ”erosión del alambrey "chispa que erosiona" de pasada. Algunos ingenieros y fabricantes se refieren al mecanizado por descarga eléctrica con esta terminología (EDM). Pero, ¿qué es exactamente la electroerosión? La electroerosión, en su forma más básica, utiliza energía térmica para eliminar el material sobrante de una pieza.
Los materiales duros se mecanizan con frecuencia utilizando una técnica de mecanizado no convencional muy popular, conocida como mecanizado por descarga eléctrica (EDM). Esta técnica es muy popular porque la electroerosión puede trabajar con cualquier material, independientemente de su dureza. El método EDM no implica fuerza mecánica, como ya se ha explicado. Gracias a este procedimiento de producción, los ingenieros pueden obtener las formas necesarias utilizando únicamente descargas eléctricas. Es una operación muy precisa sin necesidad de utilizar una herramienta en la pieza. La electroerosión suele ser la mejor opción cuando se trabaja con materiales resistentes como el titanio o se producen formas intrincadas.

¿En qué consiste el proceso de mecanizado por descarga eléctrica?
Aunque el término pueda parecer sencillo, el procedimiento real es algo más intrincado. Con la electroerosión, el material se extrae de una pieza mediante una serie de descargas repetitivas de corriente a alta velocidad entre electrodos. Para separar estos electrodos se utiliza un fluido dieléctrico. A continuación, se aplica una tensión al fluido dieléctrico. Es crucial recordar que la producción por electroerosión sólo funciona con materiales conductores de la electricidad.
Uno de esos electrodos puede alterar su forma para adaptarse a la función prevista. El "ánodo" o "electrodo"representa la pieza de trabajo. El electrodo de la herramienta, a veces conocido como "cátodoes el electrodo adicional. La idea fundamental que subyace a este procedimiento es la erosión controlada por chispas eléctricas del material. Para ello, los dos electrodos deben permanecer separados.
La diferencia de potencial entre el electrodo y la pieza se aplica en forma de impulsos. El campo eléctrico se intensifica a medida que el electrodo se acerca a la pieza y llena el pequeño espacio que hay entre ambos. Continúa así hasta que la intensidad se reduce. La sustancia se calienta a una temperatura extremadamente alta por descarga eléctrica. Algunos componentes del material se funden como consecuencia del calentamiento. El material sobrante puede extraerse manteniendo un flujo constante de líquido dieléctrico. Además, el líquido ayuda a la refrigeración mientras se utiliza la máquina.
Diferentes enfoques del mecanizado por descarga eléctrica:
El procedimiento de electroerosión es a la vez novedoso y tradicional. Sin embargo, no hay una única forma de llevar a cabo este procedimiento. Por lo tanto, esto no lo implica. EDM viene en tres sabores diferentes. Si un tipo no funciona bien, esto ayuda a garantizar que existen otras opciones. Entre las diversas formas de mecanizado por descarga eléctrica se encuentran:
Electroerosión de agujeros:
Como su nombre indica, taladrado EDM ayuda específicamente a perforación rápida. Como los electrodos utilizados en la electroerosión por taladro son tubulares, el fluido dieléctrico puede pasar fácilmente a través de ellos. La electroerosión por orificio puede crear orificios increíblemente pequeños y profundos, a diferencia de las técnicas de perforación convencionales. Además, no es necesario desbarbar estos orificios. Este procedimiento hace que la perforación de orificios precisos sea más rápida que los métodos tradicionales, independientemente del tipo o la dureza del metal.
Electroerosión por hilo:
La electroerosión por chispa y la erosión por hilo son dos nombres más del proceso conocido como electroerosión por hilo. Esta técnica utiliza latón o un alambre fino de cobre para cortar la pieza. El electrodo, en este caso, es el alambre fino. En este caso, se suele utilizar agua desionizada como líquido dieléctrico. El hilo se despliega continuamente durante la operación mediante una bobina para recibir una alimentación automática.
Esto se hace para que la pieza y el alambre no interfieran con la descarga eléctrica. En consecuencia, el corte necesita un nuevo canal de descarga. Esta estrategia es muy eficaz. Los ingenieros deben tener cuidado de que el alambre atraviese por completo la pieza de trabajo. Por tanto, en esencia, realiza cortes bidimensionales en componentes tridimensionales. Los resultados suelen ser comparables a los de los Mecanizado CNC métodos.
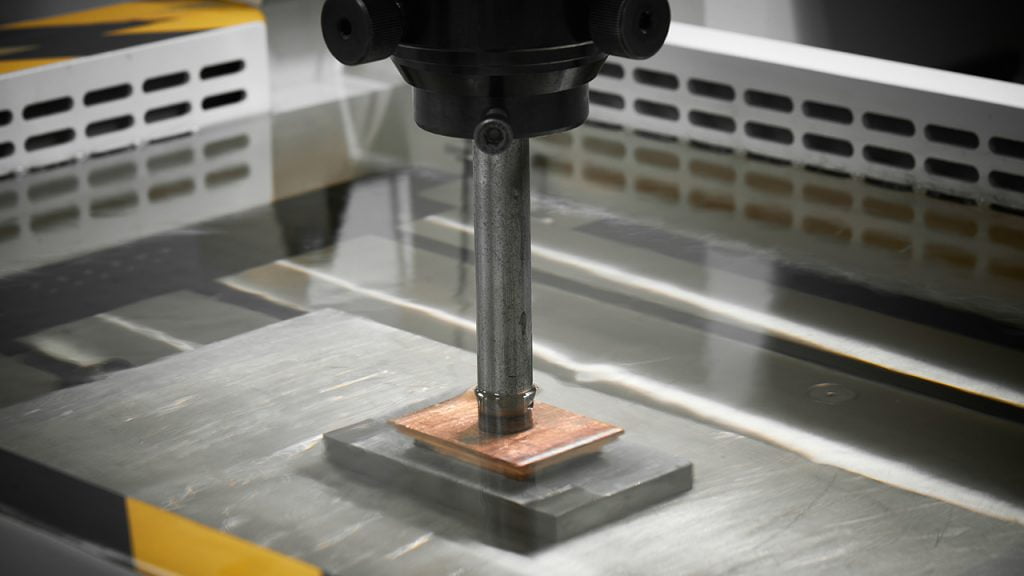
Electroerosión por penetración:
Sus otros nombres son EDM Ram, morir hundiéndosey electroerosión por cavidades. Es la electroerosión estándar porque produce formas de cavidad intrincadas para diversas aplicaciones de fundición, incluido el moldeo por inyección de plástico.
Este procedimiento emplea electrodos de cobre o grafito premecanizados para crear un "positivo" de la forma deseada. A continuación, el electrodo se presiona contra la pieza para producir un negativo de la forma original del material. Cuando se utiliza la electroerosión por penetración, hay varias variables que pueden afectar a la selección del material del electrodo. Consisten en la conductividad del electrodo y su resistencia al desgaste erosivo; normalmente, el grafito es más sencillo de trabajar que el material de cobre. El cobre, sin embargo, es más ventajoso y robusto.

Ventajas del mecanizado por descarga eléctrica:
El uso de la electroerosión en la producción tiene varias ventajas distintivas. Entre otras:
No se aplica ninguna fuerza mecánica:
El hecho de que no se aplique ninguna fuerza mecánica a la pieza de trabajo es una ventaja adicional clave. Por consiguiente, no tiene que preocuparse de crear contornos endebles. Puesto que no se requiere una potencia de corte intensa antes de eliminar el material, esto resulta sencillo. No hay tensión mecánica entre la herramienta, y la pieza de trabajo nunca entra en contacto.
Permite una gran variedad de formas y profundidades:
Con la electroerosión, alcanzar formas y profundidades con una herramienta de corte parece inalcanzable. Se trata de una técnica de mecanizado en profundidad que da buenos resultados con longitudes de herramienta y relaciones de diámetro extremadamente grandes. El procedimiento de electroerosión simplifica el corte de esquinas interiores con bordes afilados, agujeros pequeñosy costillas profundas.
Utilice cualquier material conductor de electricidad para su trabajo:
Lo primero que viene a la mente cuando se piensa en la producción por electroerosión es su versatilidad en cuanto a materiales. La electroerosión es siempre el mejor método siempre que el material sea conductor de la electricidad. Como resultado, se pueden mecanizar piezas que suponen un reto para las técnicas de mecanizado convencionales. Las piezas fabricadas con titanio y carburo de tungsteno son algunas de ellas.
Mejora el acabado superficial Favorece:
Los fabricantes también afirman que la electroerosión mejora la suavidad de la superficie del moldeo por inyección más que las técnicas anteriores. La técnica de electroerosión produce superficies de gran precisión y acabados exquisitos. Por tanto, éste puede ser el caso.
Operación en material endurecido:
Antes de templar la pieza, deben realizarse otras operaciones de mecanizado convencionales. Sin embargo, la electroerosión funciona a la perfección en materiales que ya han sido templados. Como resultado, resulta sencillo evitar cualquier posible deformación relacionada con el calor.
Aplicaciones de mecanizado por descarga eléctrica:
El uso de la electroerosión en la fabricación de pequeños volúmenes permite aplicar varios procedimientos. Entre ellos se encuentran el fresado, el torneado, el taladrado de agujeros diminutos y otras operaciones. Además, diversas industrias, como la aeroespacial y la del automóvil, pueden beneficiarse de esta técnica especial.
Las siguientes aplicaciones se benefician de la capacidad de esta técnica para producir formas distintivas y precisas:
Perforación de agujeros pequeños:
Independientemente de la dureza del material, el mecanizado por descarga eléctrica es un método rápido y eficaz para producir orificios minúsculos, profundos y precisos. Durante el procedimiento de perforación, se utiliza un tubo de electrodo de latón para dirigir las descargas eléctricas sobre la sustancia. Esto facilita la realización de orificios diminutos de distintos tamaños. Es interesante la posibilidad de hacer agujeros en superficies inclinadas y otros lugares difíciles.
Fundición a presión:
Las aplicaciones para fabricar troqueles son otro campo en el que destaca la electroerosión. La producción de troqueles altamente personalizados requiere una precisión extrema. Esquinas interiores afiladas, nervaduras sustanciales y otros detalles minuciosos están presentes en estas matrices. Además, a menudo se utilizan aleaciones de acero excepcionalmente duras para fabricar matrices. Normalmente, estas aleaciones son más difíciles de procesar mediante técnicas convencionales. Antes del tratamiento térmico, es posible que las aleaciones de acero duro necesiten un acabado, lo que podría comprometer la precisión de los detalles. Por ello, la técnica de electroerosión resulta más adecuada.
Moldeo por inyección:
La electroerosión suele ser necesaria para producir moldes con las dimensiones, profundidad y forma adecuadas. Es la principal técnica de moldeo por inyección que utilizan los fabricantes de moldes. El tipo principal que se utiliza aquí es la electroerosión por hilo. Suele ser la mejor forma de emplearla porque el moldeo por inyección requiere una gran variedad de piezas delicadas e intrincadas. Además, con frecuencia produce un acabado superficial por electroerosión extremadamente preciso y fino.
Si busca las mejores respuestas a todas sus exigencias del mecanizado por descarga eléctrica, Prototool es el camino a seguir. Garantizan que la utilización de sus soluciones será fácil y cómoda al tiempo que proporcionan los mejores servicios disponibles. Además, tomarán medidas adicionales para garantizar que se satisfagan todas sus demandas.









