Funkenerosion hat sich aufgrund der zahlreichen Nachteile herkömmlicher Bearbeitungsverfahren zu einer praktikablen Alternative für Unternehmen entwickelt. Nutzung von Wärmeenergie, EDM ist ein zuverlässiges und effektives Verfahren, um zusätzliches Material von einem Werkstück zu entfernen. Die Hersteller nutzen diese Methode, um Gegenstände herzustellen, die sonst nur schwer oder gar nicht zu produzieren wären. Für extrem anspruchsvolle Bearbeitungsanwendungen ist die Funkenerosion nach wie vor die Lösung. Ingenieure können Materialien in Situationen verändern, in denen konventionelle Verfahren schwierig oder unmöglich sind. Durch dieses besondere Verfahren werden hochwertige Bauteile hergestellt.
Zahlreiche Branchen nutzen die Funkenerosion, darunter Automobil, Elektronik, Luft- und Raumfahrt, Arzneimittel, Lebensmittel und Getränk, Stanzenund Verteidigung. In diesem Artikel werden die Grundsätze von EDM, die verschiedenen Untergattungen und deren optimale Nutzung erläutert.
EDM: Was ist das?
Sie haben sicher schon einmal die Begriffe "Funkenerosion,”, “versinken,”, “Drahterosion," und "Funkenerosion" im Vorbeigehen. Die Funkenerosion wird von einigen Ingenieuren und Herstellern mit dieser Terminologie bezeichnet (EDM). Aber was genau ist EDM? In seiner grundlegendsten Form nutzt das Erodieren Wärmeenergie, um zusätzliches Material von einem Werkstück zu entfernen.
Harte Materialien werden häufig mit der beliebten unkonventionellen Bearbeitungstechnik der Funkenerosion (EDM) bearbeitet. Diese Technik ist sehr beliebt, weil EDM mit jedem Material arbeiten kann, unabhängig davon, wie hart es ist. Die EDM-Methode kommt, wie bereits erläutert, ohne mechanische Kraft aus. Dank dieses Produktionsverfahrens können die Ingenieure die erforderlichen Formen allein durch elektrische Entladungen herstellen. Es handelt sich um ein sehr präzises Verfahren, bei dem kein Werkzeug am Werkstück verwendet wird. Die Funkenerosion ist häufig die beste Option, wenn es um die Bearbeitung von zähen Materialien wie Titan oder die Herstellung komplizierter Formen geht.

Was ist das Verfahren der Funkenerosion?
Obwohl der Begriff einfach erscheint, ist das tatsächliche Verfahren etwas komplizierter. Beim Funkenerodieren wird das Material von einem Werkstück durch eine Reihe von sich wiederholenden Hochgeschwindigkeitsstromentladungen zwischen Elektroden abgetragen. Zur Trennung dieser Elektroden wird eine dielektrische Flüssigkeit verwendet. Danach wird eine Spannung an das Dielektrikum angelegt. Es ist wichtig, sich daran zu erinnern, dass die EDM-Produktion nur mit elektrisch leitenden Materialien funktioniert.
Eine dieser Elektroden kann ihre Form verändern, um der beabsichtigten Funktion zu entsprechen. Die "Anode" oder "Elektrode" steht für das Werkstück. Die Werkzeugelektrode, manchmal auch als "Kathode," ist die zusätzliche Elektrode. Der Grundgedanke bei diesem Verfahren ist die kontrollierte elektrische Funkenerosion des Materials. Dazu müssen die beiden Elektroden auseinander gehalten werden.
Die Potentialdifferenz zwischen der Elektrode und dem Werkstück wird in Impulsform angelegt. Das elektrische Feld verstärkt sich, wenn sich die Elektrode dem Werkstück nähert, und füllt den kleinen Raum zwischen ihnen aus. Es hält an, bis die Lautstärke nachlässt. Der Stoff wird durch die elektrische Entladung auf eine extrem hohe Temperatur erhitzt. Bestimmte Bestandteile des Materials schmelzen durch die Erhitzung weg. Das überschüssige Material kann durch Aufrechterhaltung eines konstanten dielektrischen Flüssigkeitsstroms entnommen werden. Außerdem hilft die Flüssigkeit bei der Kühlung, während die Maschine in Betrieb ist.
Verschiedene Verfahren der Funkenerosion:
Das EDM-Verfahren ist sowohl neu als auch traditionell. Es gibt jedoch nicht nur einen Weg, dieses Verfahren anzuwenden. Deshalb wird hier nicht darauf verwiesen. EDM gibt es in drei verschiedenen Geschmacksrichtungen. Wenn eine Art nicht gut funktioniert, hilft das, um sicherzustellen, dass es andere Möglichkeiten gibt. Zu den verschiedenen Formen der Funkenerosion gehören:
EDM-Loch:
Wie der Name schon sagt, Bohren EDM hilft speziell bei Schnellbohren. Da die beim Locherodieren verwendeten Elektroden röhrenförmig sind, kann die dielektrische Flüssigkeit leicht durch sie hindurchfließen. Im Gegensatz zu herkömmlichen Bohrtechniken können mit dem Locherodieren unglaublich kleine und tiefe Löcher erzeugt werden. Außerdem ist bei diesen Löchern kein Entgraten erforderlich. Mit diesem Verfahren können präzise Löcher schneller gebohrt werden als mit herkömmlichen Methoden, unabhängig von der Art oder Härte des Metalls.
Drahterodieren:
Funkenerosion und Drahterosion sind zwei weitere Bezeichnungen für das Verfahren, das als Drahterodieren bekannt ist. Bei dieser Technik wird Messing oder ein dünner Kupferdraht zum Schneiden des Werkstücks verwendet. Die Elektrode ist in diesem Fall der dünne Draht. Als dielektrische Flüssigkeit wird in diesem Fall in der Regel entionisiertes Wasser verwendet. Der Draht wird während des Vorgangs kontinuierlich über eine Spule abgewickelt, um automatisch zugeführt zu werden.
Dies geschieht, damit das Werkstück und der Draht die elektrische Entladung nicht behindern. Folglich braucht der Schnitt einen neuen Entladungskanal. Diese Strategie ist in hohem Maße wirksam. Die Ingenieure müssen darauf achten, dass der Draht vollständig durch das Werkstück geführt wird. Im Wesentlichen werden also zweidimensionale Schnitte in dreidimensionalen Bauteilen durchgeführt. Die Ergebnisse sind häufig vergleichbar mit denen des konventionellen CNC-Bearbeitung Methoden.
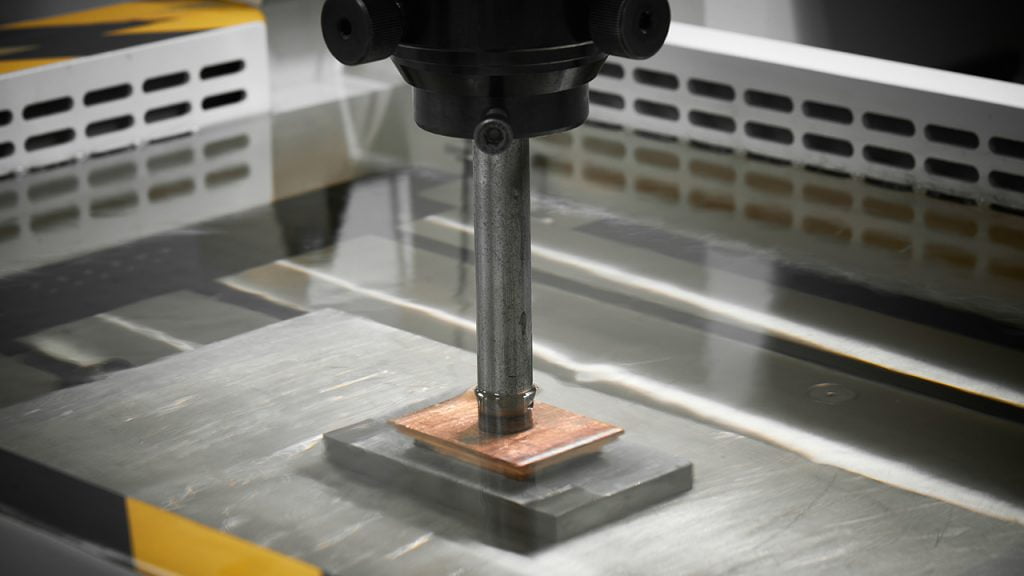
Sinker EDM:
Seine anderen Namen sind Ram EDM, versinkenund Hohlraum-EDM. Das ist das Standard-Erodierverfahren, weil es komplizierte Hohlraumformen für verschiedene Gussanwendungen, einschließlich Kunststoffspritzguss, herstellt.
Bei diesem Verfahren werden Elektroden aus vorbearbeitetem Kupfer oder Graphit verwendet, um ein "Positiv" der gewünschten Form zu erzeugen. Anschließend wird die Elektrode in das Werkstück gepresst, um ein Negativ der ursprünglichen Materialform zu erzeugen. Beim Senkerodieren können mehrere Variablen die Auswahl des Elektrodenmaterials beeinflussen. Dazu gehören die Leitfähigkeit der Elektrode und ihre Widerstandsfähigkeit gegen erosiven Verschleiß; in der Regel ist Graphit einfacher zu bearbeiten als Kupfer. Kupfer ist jedoch vorteilhafter und robuster.

Vorteile der funkenerosiven Bearbeitung:
Der Einsatz der Funkenerosion in der Produktion hat mehrere entscheidende Vorteile. Dazu gehören unter anderem:
Es wird keine mechanische Kraft angewendet:
Die Tatsache, dass keine mechanische Kraft auf das Werkstück ausgeübt wird, ist ein weiterer wichtiger Vorteil. Folglich müssen Sie sich keine Sorgen machen, dass Sie fadenscheinige Konturen erzeugen. Da vor dem Materialabtrag keine hohe Schneidleistung erforderlich ist, wird dies einfach. Das Werkzeug steht nicht unter mechanischer Spannung, und das Werkstück kommt nie in Kontakt.
Ermöglicht eine Vielzahl von Formen und Tiefen:
Beim Erodieren scheint das Erreichen von Formen und Tiefen mit einem Schneidwerkzeug unerreichbar zu sein. Es ist eine erfolgreiche Tiefenbearbeitungstechnik mit extrem großen Werkzeuglängen und Durchmesserverhältnissen. Das Erodierverfahren vereinfacht das Schneiden von Innenecken mit scharfe Kanten, kleine Löcherund tiefe Rippen.
Verwenden Sie jedes elektrisch leitfähige Material für Ihre Arbeit:
Das erste, was einem in den Sinn kommt, wenn man an EDM-Produktion denkt, ist die Vielseitigkeit der Materialien. Die Funkenerosion ist immer die beste Methode, solange Ihr Material elektrisch leitfähig ist. So können auch Teile bearbeitet werden, die für herkömmliche Bearbeitungsmethoden schwierig sind. Dazu gehören Teile aus Titan und Wolframkarbid.
Verbessert die Oberflächenbeschaffenheit Ermutigt:
Die Hersteller behaupten auch, dass das Erodieren die Oberflächenglätte beim Spritzgießen stärker verbessert als frühere Techniken. Die EDM-Technik erzeugt Oberflächen mit großer Genauigkeit und exquisiten Oberflächen. Dies kann also der Fall sein.
Betrieb auf gehärtetem Material:
Bevor das Werkstück gehärtet wird, müssen weitere konventionelle Bearbeitungsschritte durchgeführt werden. Bei bereits gehärteten Werkstoffen funktioniert die Funkenerosion jedoch einwandfrei. Daher ist es einfach, eine mögliche hitzebedingte Verformung zu verhindern.
Anwendungen der Funkenerosion:
Der Einsatz der Funkenerosion in der Kleinserienfertigung ermöglicht die Durchführung mehrerer Verfahren. Dazu gehören Fräsen, Drehen, Bohren kleiner Löcher und andere Operationen. Darüber hinaus können verschiedene Branchen, darunter die Luft- und Raumfahrt und die Automobilindustrie, von dieser speziellen Technik profitieren.
Die folgenden Anwendungen profitieren von der Fähigkeit dieser Technik, unverwechselbare und genaue Formen zu erzeugen:
Bohren von kleinen Löchern:
Unabhängig von der Härte des Materials ist die Funkenerosion ein schnelles und effektives Verfahren zur Herstellung präziser, tiefer und kleiner Löcher. Während des Bohrvorgangs wird ein Elektrodenrohr aus Messing verwendet, um elektrische Entladungen auf das Material zu richten. Dies erleichtert die Herstellung kleiner Löcher unterschiedlicher Größe. Interessant ist, dass damit auch Löcher auf schrägen Flächen und an anderen schwierigen Stellen erzeugt werden können.
Druckgießen:
Anwendungen für die Herstellung von Werkzeugen sind ein weiterer Bereich, in dem sich die Funkenerosion auszeichnet. Bei der Herstellung hochgradig kundenspezifischer Formen ist extreme Präzision erforderlich. Scharfe Innenecken, starke Rippen und andere detaillierte Details sind in diesen Formen vorhanden. Außerdem werden für die Herstellung von Matrizen häufig besonders harte Stahllegierungen verwendet. Diese Legierungen sind in der Regel mit herkömmlichen Verfahren schwieriger zu bearbeiten. Vor der Wärmebehandlung müssen die harten Stahllegierungen unter Umständen nachbearbeitet werden, was die Präzision der Details beeinträchtigen könnte. Die EDM-Technik ist daher besser geeignet.
Spritzgießen:
EDM ist in der Regel erforderlich, um Formen mit den richtigen Abmessungen, Tiefen und Formen herzustellen. Es ist die wichtigste Spritzgusstechnik, die die Formenhersteller anwenden. In erster Linie wird hier das Drahterodieren eingesetzt. Sie ist oft die beste Methode, da beim Spritzgießen eine Vielzahl empfindlicher und komplizierter Werkstücke benötigt wird. Außerdem wird häufig eine äußerst präzise und feine Erodieroberfläche erzeugt.
Wenn Sie die besten Antworten auf alle Ihre Fragen suchen Anforderungen der Funkenerosion, Prototool ist der richtige Weg. Sie garantieren, dass die Inanspruchnahme ihrer Lösungen einfach und bequem ist und gleichzeitig die besten verfügbaren Dienstleistungen bietet. Außerdem werden sie zusätzliche Maßnahmen ergreifen, um sicherzustellen, dass alle Ihre Anforderungen erfüllt werden.









