التصنيع بالتفريغ الكهربائي ظهرت كبديل قابل للتطبيق للشركات بسبب العيوب العديدة لتقنيات التصنيع التقليدية. باستخدام الطاقة الحرارية،, EDM هي طريقة موثوقة وفعالة لإزالة المواد الزائدة من قطعة العمل. يستخدم المصنعون هذه الطريقة لإنتاج عناصر يصعب أو يستحيل إنتاجها بطرق أخرى. بالنسبة لتطبيقات التصنيع التي تتطلب متطلبات صارمة للغاية، تظل المعالجة الكهربائية هي الحل الأمثل. يمكن للمهندسين تغيير المواد في الحالات التي تكون فيها الإجراءات التقليدية صعبة أو مستحيلة. وينتج عن هذه الإجراءات المميزة مكونات عالية الجودة.
تستخدم العديد من القطاعات التصنيع بالتفريغ الكهربائي، بما في ذلك السيارات, إلكترونيات, الفضاء الجوي, صيدلاني, الغذاء و مشروب, ختم, ، و الدفاع. ستشرح هذه المقالة مبادئ EDM وأنواعها الفرعية المختلفة وكيفية الاستفادة القصوى منها.
EDM: ما هو؟
لا بد أنك سمعت مصطلحات “تصنيع الشرارة,،”يغرق,،”تآكل الأسلاك,، و”تآكل الشرارة”بالمناسبة. يُشار إلى التصنيع بالتفريغ الكهربائي من قبل بعض المهندسين والمنتجين الذين يستخدمون هذا المصطلح (EDM). ولكن ما هو EDM بالضبط؟ يستخدم EDM، في أبسط أشكاله، الطاقة الحرارية لإزالة المواد الزائدة من قطعة العمل.
غالبًا ما يتم تشكيل المواد الصلبة باستخدام تقنية التشكيل غير التقليدية الشائعة المعروفة باسم التشكيل بالصعق الكهربائي (EDM). تحظى هذه التقنية بشعبية كبيرة لأن EDM يمكن أن تعمل مع أي مادة، بغض النظر عن مدى صلابتها. لا تتضمن طريقة EDM استخدام القوة الميكانيكية، كما سبق شرحه. بفضل إجراء الإنتاج هذا، يمكن للمهندسين الحصول على الأشكال المطلوبة باستخدام التفريغ الكهربائي فقط. إنها عملية دقيقة للغاية ولا تتطلب استخدام أي أداة على قطعة العمل. غالبًا ما تكون EDM هي الخيار الأفضل عند العمل مع مواد صلبة مثل التيتانيوم أو إنتاج أشكال معقدة.

ما هي عملية التصنيع بالتفريغ الكهربائي؟
على الرغم من أن المصطلح قد يبدو بسيطًا، إلا أن الإجراء الفعلي أكثر تعقيدًا بعض الشيء. باستخدام EDM، تتم إزالة المادة من قطعة العمل عن طريق سلسلة من التفريغات المتكررة عالية السرعة للتيار بين الأقطاب الكهربائية. يتم استخدام سائل عازل كهربائيًا لفصل هذه الأقطاب الكهربائية. بعد ذلك، يتم تطبيق جهد كهربائي على السائل العازل. من المهم أن نتذكر أن إنتاج EDM لا يعمل إلا مع المواد الموصلة للكهرباء.
يمكن لأحد هذه الأقطاب الكهربائية تغيير شكله ليتناسب مع الوظيفة المقصودة. “أنود” أو “قطب كهربائي” يمثل قطعة العمل. قطب الكهربائي للأداة، المعروف أحيانًا باسم “كاثود,، هو القطب الكهربائي الإضافي. الفكرة الأساسية الكامنة وراء هذا الإجراء هي التآكل الكهربائي المتحكم فيه للمادة. يجب أن يظل القطبان الكهربائيان متباعدين حتى يحدث ذلك.
يتم تطبيق الفرق المحتمل بين القطب الكهربائي وقطعة العمل في شكل نبضات. يزداد حقل الكهرباء كلما اقترب القطب الكهربائي من قطعة العمل وملأ الفراغ الصغير بينهما. ويستمر ذلك حتى ينخفض مستوى الصوت. يتم تسخين المادة إلى درجة حرارة عالية للغاية عن طريق التفريغ الكهربائي. تذوب بعض مكونات المادة نتيجة للتسخين. يمكن إزالة المادة الزائدة عن طريق الحفاظ على تدفق ثابت للسائل العازل. بالإضافة إلى ذلك، يساعد السائل في التبريد أثناء استخدام الماكينة.
مختلف طرق التصنيع بالتفريغ الكهربائي:
إجراء EDM هو إجراء جديد وتقليدي في الوقت نفسه. ولكن لا توجد طريقة واحدة فقط لتنفيذ هذا الإجراء. لذلك لا يعني هذا أنه لا توجد طرق أخرى. يوجد ثلاثة أنواع مختلفة من EDM. إذا لم ينجح أحد الأنواع، فهذا يساعد على ضمان وجود خيارات أخرى. من بين الأشكال العديدة للتصنيع بالصعق الكهربائي ما يلي:
ثقب EDM:
كما يوحي اسمها،, الحفر EDM يساعد بشكل خاص في حفر ثقوب سريع. نظرًا لأن الأقطاب الكهربائية المستخدمة في الحفر الكهربائي للثقوب هي أقطاب أنبوبية، فإن السائل العازل للكهرباء يمكن أن يمر عبرها بسهولة. يمكن للحفر الكهربائي للثقوب أن يحدث ثقوبًا صغيرة وعميقة للغاية، على عكس تقنيات الحفر التقليدية. علاوة على ذلك، لا يلزم إزالة الحواف الخشنة لهذه الثقوب. هذا الإجراء يجعل حفر الثقوب الدقيقة أسرع من الطرق التقليدية، بغض النظر عن نوع المعدن أو صلابته.
القطع بالأسلاك الكهربائية:
القطع الكهربائي بالشرارة والتآكل السلكي هما اسمان آخران للعملية المعروفة باسم القطع الكهربائي بالسلك. تستخدم هذه التقنية النحاس أو سلك نحاسي رفيع لقطع قطعة العمل. القطب الكهربائي، في هذه الحالة، هو السلك الرفيع. عادة ما يستخدم الماء منزوع الأيونات كسائل عازل كهربائي في هذه الحالة. يتم بسط السلك باستمرار أثناء العملية باستخدام بكرة لتلقي تغذية تلقائية.
وذلك حتى لا تتداخل قطعة العمل والسلك مع التفريغ الكهربائي. وبالتالي، فإن القطع يحتاج إلى قناة تفريغ جديدة. هذه الاستراتيجية فعالة للغاية. يجب على المهندسين الحرص على أن يمر السلك بالكامل عبر قطعة العمل. وبالتالي، فإنها تقوم في الأساس بعمل قطع ثنائية الأبعاد في مكونات ثلاثية الأبعاد. غالبًا ما تكون النتائج مماثلة لتلك التي يتم الحصول عليها باستخدام الطرق التقليدية. التصنيع باستخدام الحاسب الآلي الأساليب.
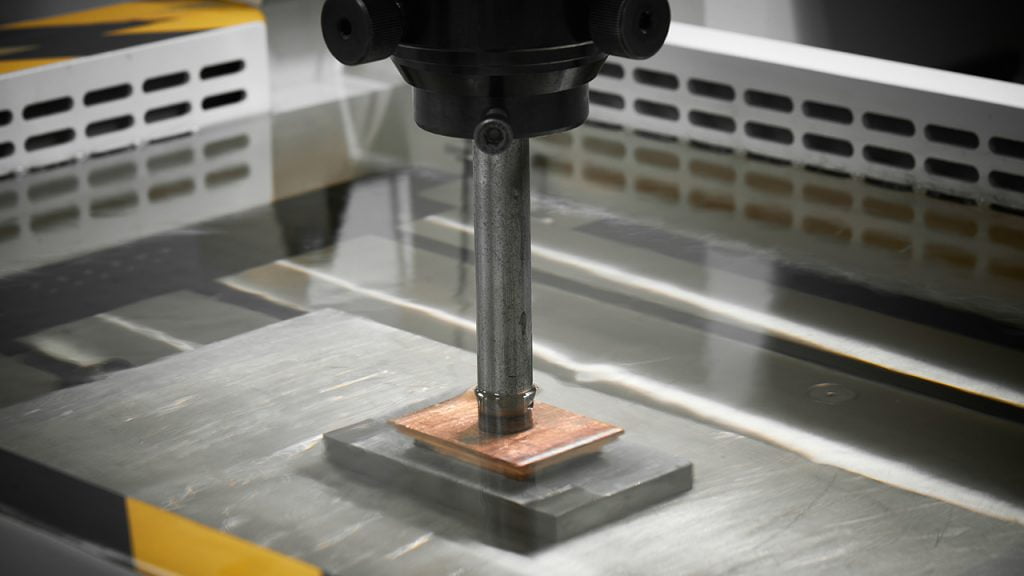
Sinker EDM:
أسماؤها الأخرى هي رام EDM, يغرق, ، و EDM من النوع التجويفي. هذا هو EDM القياسي لأنه ينتج أشكالًا معقدة للتجويفات لمختلف تطبيقات الصب، بما في ذلك القولبة بالحقن البلاستيكي.
يستخدم هذا الإجراء أقطابًا مصنوعة من النحاس أو الجرافيت المُشكل مسبقًا لإنشاء شكل “إيجابي” بالشكل المطلوب. بعد ذلك، يتم ضغط القطب الكهربائي في قطعة العمل لإنتاج نسخة سلبية من شكل المادة الأصلية. عند استخدام طريقة EDM الغاطسة، قد تؤثر عدة متغيرات على اختيار مادة القطب الكهربائي. وتشمل هذه المتغيرات موصلية القطب الكهربائي ومقاومته للتآكل؛ وعادةً ما يكون الجرافيت أسهل في الاستخدام من النحاس. ومع ذلك، فإن النحاس أكثر فائدة وقوة.

مزايا التصنيع بالتفريغ الكهربائي:
يتميز استخدام EDM في الإنتاج بعدة مزايا مميزة. ومن بينها ما يلي:
لا توجد قوة ميكانيكية مطبقة:
إن عدم استخدام أي قوة ميكانيكية على قطعة العمل يعد ميزة إضافية أساسية. وبالتالي، لا داعي للقلق بشأن إنشاء خطوط خارجية هشة. ونظرًا لعدم الحاجة إلى قوة قطع شديدة قبل إزالة المواد، يصبح الأمر بسيطًا. لا يوجد توتر ميكانيكي بين الأداة وقطعة العمل، ولا تتلامس قط.
يسمح بمجموعة متنوعة من الأشكال والأعماق:
مع EDM، يبدو الوصول إلى الأشكال والأعماق باستخدام أداة القطع أمراً مستحيلاً. إنها تقنية معالجة عميقة ناجحة مع أطوال أدوات وقياسات قطر كبيرة للغاية. تبسط إجراءات EDM عملية قطع الزوايا الداخلية باستخدام حواف حادة, ثقوب صغيرة, ، و أضلاع عميقة.
استخدم أي مادة موصلة للكهرباء في عملك:
أول ما يتبادر إلى الذهن عند التفكير في إنتاج EDM هو تنوعه في المواد. يعد EDM دائمًا أفضل طريقة طالما أن المادة قابلة للتوصيل الكهربائي. ونتيجة لذلك، يمكن تصنيع العناصر التي تشكل تحديًا لتقنيات التصنيع التقليدية. ومن بينها الأجزاء المصنوعة من التيتانيوم وكربيد التنجستن.
يحسن تشطيب السطح يشجع على:
يدعي المصنعون أيضًا أن تقنية EDM تحسن نعومة سطح القوالب البلاستيكية أكثر من التقنيات السابقة. تنتج تقنية EDM أسطحًا ذات دقة عالية وتشطيبات رائعة. وقد يكون هذا صحيحًا.
العملية على المواد الصلبة:
قبل أن يتم تقسية قطعة العمل، يجب إكمال عمليات تصنيع تقليدية إضافية. ومع ذلك، فإن تقنية EDM تعمل بشكل مثالي على المواد التي تم تقسيتها بالفعل. ونتيجة لذلك، من السهل منع أي تشوه محتمل مرتبط بالحرارة.
تطبيقات التصنيع بالتفريغ الكهربائي:
يتيح استخدام EDM في التصنيع بكميات صغيرة تنفيذ العديد من الإجراءات. ومن بينها الطحن والتدوير وحفر الثقوب الصغيرة وغيرها من العمليات. بالإضافة إلى ذلك، يمكن لمجموعة متنوعة من الصناعات، بما في ذلك قطاعا الطيران والسيارات، الاستفادة من هذه التقنية الخاصة.
تستفيد التطبيقات التالية من قدرة هذه التقنية على إنتاج أشكال مميزة ودقيقة:
حفر الثقوب الصغيرة:
بغض النظر عن صلابة المادة، تعتبر المعالجة بالتفريغ الكهربائي طريقة سريعة وفعالة لإنتاج ثقوب صغيرة دقيقة وعميقة. أثناء عملية حفر الثقوب، يتم استخدام أنبوب قطب كهربائي مصنوع من النحاس لتوجيه التفريغ الكهربائي إلى المادة. وهذا يسهل عمل ثقوب صغيرة بأحجام مختلفة. يمكنه عمل ثقوب على الأسطح المائلة وفي أماكن صعبة أخرى، وهو أمر مثير للاهتمام.
الصب بالقالب:
تعد تطبيقات إنتاج القوالب مجالًا آخر تتفوق فيه تقنية EDM. يلزم توخي الدقة الفائقة عند إنتاج قوالب مخصصة للغاية. وتتميز هذه القوالب بزوايا داخلية حادة وأضلاع كبيرة وتفاصيل دقيقة أخرى. بالإضافة إلى ذلك، غالبًا ما تستخدم سبائك فولاذية صلبة للغاية في صناعة القوالب. وعادةً ما يكون من الصعب معالجة هذه السبائك باستخدام التقنيات التقليدية. قبل المعالجة الحرارية، قد يلزم تشطيب سبائك الفولاذ الصلبة، مما قد يؤثر على دقة التفاصيل. ولذلك، فإن استخدام تقنية EDM هو الأنسب.
القولبة بالحقن:
عادةً ما تكون تقنية EDM مطلوبة لإنتاج قوالب ذات أبعاد وعمق وشكل مناسبين. وهي تقنية القولبة بالحقن الأساسية التي يستخدمها منتجو القوالب. النوع الأساسي المستخدم هنا هو تقنية EDM السلكية. وغالبًا ما تكون هذه هي أفضل طريقة للاستخدام لأن القولبة بالحقن تتطلب مجموعة متنوعة من قطع العمل الدقيقة والمعقدة. علاوة على ذلك، غالبًا ما تنتج هذه التقنية سطحًا نهائيًا دقيقًا للغاية وناعمًا باستخدام تقنية EDM.
إذا كنت تبحث عن أفضل الإجابات لجميع أسئلتك متطلبات التصنيع بالتفريغ الكهربائي, بروتوتول هو السبيل الأمثل. فهم يضمنون أن استخدام حلولهم سيكون سهلاً ومريحاً مع توفير أفضل الخدمات المتاحة. بالإضافة إلى ذلك، سيتخذون تدابير إضافية لضمان تلبية جميع متطلباتك.









