Usinage par décharge électrique est apparu comme une alternative viable pour les entreprises en raison des nombreux inconvénients des techniques d'usinage conventionnelles. Utilisation de l'énergie thermique, EDM est un moyen fiable et efficace d'enlever de la matière supplémentaire d'une pièce. Les fabricants utilisent cette méthode pour créer des articles qui seraient autrement difficiles ou impossibles à produire. Pour les applications d'usinage extrêmement exigeantes, l'usinage par décharge électrique reste la solution. Les ingénieurs peuvent modifier les matériaux dans des situations où les procédures conventionnelles sont difficiles ou impossibles. Cette procédure particulière permet de produire des composants de haute qualité.
De nombreux secteurs utilisent l'usinage par électroérosion, notamment automobile, électronique, aérospatiale, pharmaceutique, nourriture et boisson, estampillageet défense. Cet article explique les principes de l'EDM, ses différents sous-genres et comment en tirer le meilleur parti.
EDM : Qu'est-ce que c'est ?
Vous avez certainement entendu les termes "usinage par étincelles, ”mourir couler, ”érosion du fil," et "érosion de l'étincelle"en passant. L'usinage par décharge électrique est désigné par certains ingénieurs et producteurs par cette terminologie (EDM). Mais qu'est-ce que l'électroérosion ? Dans sa forme la plus élémentaire, l'électroérosion utilise l'énergie thermique pour enlever de la matière supplémentaire d'une pièce.
Les matériaux durs sont souvent usinés à l'aide d'une technique d'usinage non conventionnelle très appréciée, l'usinage par décharge électrique (EDM). Cette technique est appréciée parce que l'électroérosion peut fonctionner avec n'importe quel matériau, quelle que soit sa dureté. La méthode EDM n'implique pas de force mécanique, comme nous l'avons déjà expliqué. Grâce à cette procédure de production, les ingénieurs peuvent obtenir les formes nécessaires en utilisant uniquement des décharges électriques. Il s'agit d'une opération très précise qui n'utilise pas d'outil sur la pièce. L'électroérosion est souvent la meilleure option pour travailler avec des matériaux résistants comme le titane ou pour produire des formes complexes.

Quel est le processus d'usinage par décharge électrique ?
Bien que le terme puisse sembler simple, la procédure réelle est légèrement plus complexe. Avec l'électroérosion, la matière est enlevée d'une pièce par une série de décharges de courant répétitives et à grande vitesse entre des électrodes. Un fluide diélectrique est utilisé pour séparer ces électrodes. Ensuite, une tension est appliquée au fluide diélectrique. Il est essentiel de se rappeler que la production par électroérosion ne fonctionne qu'avec des matériaux conducteurs d'électricité.
L'une de ces électrodes peut changer de forme pour s'adapter à la fonction prévue. Le "anode" ou "électrode"représente la pièce à usiner. L'électrode de l'outil, parfois appelée "cathode," est l'électrode supplémentaire. L'idée fondamentale qui sous-tend cette procédure est l'érosion contrôlée du matériau par des étincelles électriques. Les deux électrodes doivent rester éloignées l'une de l'autre pour que cela se produise.
La différence de potentiel entre l'électrode et la pièce est appliquée sous forme d'impulsion. Le champ électrique s'intensifie à mesure que l'électrode s'approche de la pièce et remplit le petit espace qui les sépare. Il continue à s'intensifier jusqu'à ce que le niveau sonore diminue. La substance est portée à une température extrêmement élevée par la décharge électrique. Certains composants du matériau fondent sous l'effet de la chaleur. Le matériau supplémentaire peut être retiré en maintenant un flux constant de fluide diélectrique. En outre, le liquide facilite le refroidissement pendant l'utilisation de la machine.
Différentes approches de l'usinage par décharge électrique :
La procédure EDM est à la fois nouvelle et traditionnelle. Il n'y a cependant pas qu'une seule façon de procéder. C'est pourquoi cela ne signifie pas qu'il y en a une. La GDE se décline en trois variantes. Si l'une d'entre elles ne fonctionne pas bien, cela permet de s'assurer qu'il existe d'autres options. Les différentes formes d'usinage par électroérosion sont les suivantes :
Élimination par électroérosion des trous :
Comme son nom l'indique, perçage EDM aide spécifiquement à forage rapide d'un trou. Les électrodes utilisées dans l'électroérosion par enfonçage étant tubulaires, le fluide diélectrique peut facilement les traverser. L'électroérosion par enfonçage peut créer des trous incroyablement petits et profonds, contrairement aux techniques de perçage conventionnelles. De plus, l'ébavurage n'est pas nécessaire pour ces trous. Cette procédure permet de percer des trous précis plus rapidement que les méthodes traditionnelles, quelle que soit la nature ou la dureté du métal.
Electro-érosion à fil:
L'électroérosion par étincelage et l'érosion par fil sont deux autres noms pour le processus connu sous le nom d'électroérosion par fil. Cette technique utilise du laiton ou un mince fil de cuivre pour découper la pièce. L'électrode, dans ce cas, est le fil fin. L'eau déionisée est généralement utilisée comme liquide diélectrique dans ce scénario. Le fil se déroule continuellement pendant l'opération à l'aide d'une bobine pour recevoir une alimentation automatique.
Ceci afin que la pièce et le fil n'interfèrent pas avec la décharge électrique. Par conséquent, la coupe nécessite un nouveau canal de décharge. Cette stratégie est très efficace. Les ingénieurs doivent veiller à ce que le fil traverse entièrement la pièce. Il s'agit donc essentiellement de réaliser des coupes bidimensionnelles dans des pièces tridimensionnelles. Les résultats sont souvent comparables à ceux des procédés conventionnels. Usinage CNC des méthodes.
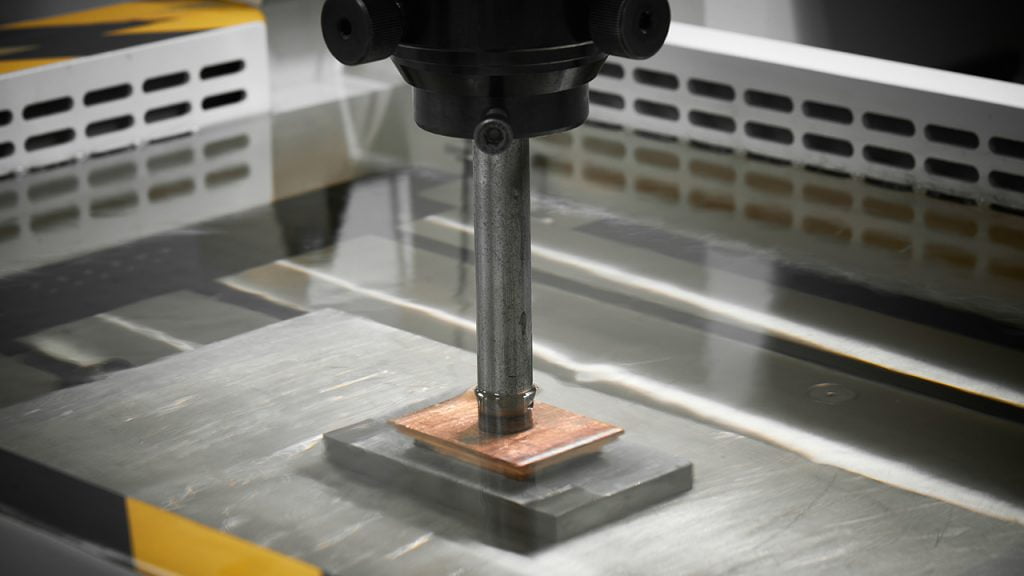
EDM de type "Sinker" :
Ses autres noms sont Ram EDM, mourir couleret EDM à cavité. Il s'agit de l'électroérosion standard, car elle permet de produire des cavités de forme complexe pour diverses applications de moulage, y compris le moulage par injection de plastique.
Cette procédure utilise des électrodes en cuivre ou en graphite pré-usinées pour créer un "positif" de la forme souhaitée. L'électrode est ensuite pressée dans la pièce pour produire un négatif de la forme originale du matériau. Lors de l'utilisation de l'électroérosion par enfonçage, plusieurs variables peuvent influer sur le choix du matériau de l'électrode. Il s'agit de la conductivité de l'électrode et de sa résistance à l'usure par érosion ; en général, le graphite est plus facile à travailler que le cuivre. Le graphite est généralement plus facile à travailler que le cuivre, mais ce dernier est plus avantageux et plus robuste.

Avantages de l'usinage par décharge électrique :
L'utilisation de l'électroérosion dans la production présente plusieurs avantages spécifiques. Il s'agit notamment de
Aucune force mécanique n'est appliquée :
Le fait qu'aucune force mécanique ne soit appliquée à la pièce est un avantage supplémentaire important. Par conséquent, vous n'avez pas à vous soucier de créer des contours fragiles. Comme il n'y a pas besoin d'une puissance de coupe intense avant l'enlèvement de matière, cela devient simple. Il n'y a pas de tension mécanique entre l'outil et la pièce à usiner qui n'entre jamais en contact.
Permet une variété de formes et de profondeurs :
Avec l'électroérosion, il semble impossible d'atteindre des formes et des profondeurs avec un outil de coupe. Il s'agit d'une technique d'usinage en profondeur réussie avec des longueurs d'outil et des rapports de diamètre extrêmement importants. La procédure d'électroérosion simplifie la découpe des angles intérieurs avec arêtes vives, petits trouset côtes profondes.
Utilisez n'importe quel matériau conducteur d'électricité pour vos travaux :
La première chose qui vient à l'esprit lorsque l'on pense à la production par électroérosion est sa polyvalence en matière de matériaux. L'électroérosion est toujours la meilleure méthode tant que le matériau est conducteur d'électricité. Par conséquent, il est possible d'usiner des pièces qui posent des problèmes aux techniques d'usinage conventionnelles. Les pièces en titane et en carbure de tungstène en font partie.
Améliore l'état de surface Encourage :
Les fabricants affirment également que l'électroérosion améliore le lissage de la surface du moulage par injection plus que les techniques précédentes. La technique de l'électroérosion produit des surfaces d'une grande précision et des finitions exquises. C'est donc peut-être le cas.
Opération sur matériau trempé :
Avant que la pièce ne soit trempée, d'autres opérations d'usinage conventionnelles doivent être effectuées. En revanche, l'électroérosion fonctionne parfaitement sur des matériaux déjà trempés. Il est donc facile de prévenir toute déformation potentielle liée à la chaleur.
Applications de l'usinage par décharge électrique :
L'utilisation de l'électroérosion dans la fabrication de petits volumes permet de mettre en œuvre plusieurs procédures. Le fraisage, le tournage, le perçage de trous minuscules et d'autres opérations en font partie. En outre, diverses industries, dont l'aérospatiale et l'automobile, peuvent bénéficier de cette technique spéciale.
Les applications suivantes bénéficient de la capacité de cette technique à produire des formes distinctives et précises :
Perçage de petits trous :
Quelle que soit la dureté du matériau, l'usinage par décharge électrique est une méthode rapide et efficace pour produire des trous minuscules et précis. Au cours de la procédure de perçage, un tube d'électrode en laiton est utilisé pour diriger les décharges électriques sur la substance. Il est ainsi plus facile de réaliser des trous minuscules de différentes tailles. Cette méthode permet de réaliser des trous sur des faces inclinées et dans d'autres endroits difficiles d'accès, ce qui est intéressant.
Moulage sous pression :
Les applications de production de matrices sont un autre domaine dans lequel l'électroérosion excelle. Une précision extrême est nécessaire lors de la production de matrices hautement personnalisées. Ces matrices comportent des angles intérieurs aigus, des nervures importantes et d'autres détails minutieux. En outre, des alliages d'acier exceptionnellement durs sont fréquemment utilisés pour fabriquer des matrices. En général, ces alliages sont plus difficiles à traiter à l'aide des techniques conventionnelles. Avant le traitement thermique, les alliages d'acier dur doivent parfois être finis, ce qui peut compromettre la précision des détails. La technique de l'électroérosion est donc plus adaptée.
Moulage par injection :
L'électroérosion est généralement nécessaire pour produire des moules aux dimensions, à la profondeur et à la forme appropriées. C'est la principale technique de moulage par injection utilisée par les producteurs de moules. Le principal type utilisé ici est l'électroérosion à fil. C'est souvent la meilleure façon de procéder, car le moulage par injection nécessite une variété de pièces délicates et complexes. En outre, il produit souvent une finition de surface EDM extrêmement précise et fine.
Si vous cherchez les meilleures réponses à toutes vos questions, vous pouvez vous adresser à la Commission européenne. exigences en matière d'usinage par électroérosion, Prototool est la voie à suivre. Ils garantissent que l'utilisation de leurs solutions sera facile et pratique tout en fournissant les meilleurs services disponibles. En outre, ils prendront des mesures supplémentaires pour s'assurer que toutes vos demandes sont satisfaites.









