विद्युत निर्वहन मशीनिंग पारंपरिक मशीनिंग तकनीकों की अनेक कमियों के कारण व्यवसायों के लिए एक व्यवहार्य विकल्प के रूप में उभरा है। ऊष्मा ऊर्जा का उपयोग करके, ईडीएम यह वर्कपीस से अतिरिक्त सामग्री हटाने का एक विश्वसनीय और प्रभावी तरीका है। निर्माता इस विधि का उपयोग ऐसे उत्पाद बनाने के लिए करते हैं जिन्हें अन्यथा बनाना कठिन या असंभव होता। अत्यधिक चुनौतीपूर्ण मशीनिंग अनुप्रयोगों के लिए इलेक्ट्रिकल डिस्चार्ज मशीनिंग ही समाधान बनी रहती है। इंजीनियर उन परिस्थितियों में सामग्री में परिवर्तन कर सकते हैं जहाँ पारंपरिक प्रक्रियाएँ चुनौतीपूर्ण या असंभव होती हैं। इस विशिष्ट प्रक्रिया के परिणामस्वरूप उच्च-गुणवत्ता वाले घटक तैयार होते हैं।.
कई क्षेत्र इलेक्ट्रिकल डिस्चार्ज मशीनिंग का उपयोग करते हैं, जिनमें शामिल हैं ऑटोमोटिव, इलेक्ट्रॉनिक्स, वायु-अंतरिक्ष, औषधि संबंधी, भोजन और पेय, मुहर लगाना, और रक्षा. यह लेख EDM के सिद्धांतों, इसकी विभिन्न उपशैलियों और इसका अधिकतम लाभ कैसे उठाया जाए, समझाएगा।.
ईडीएम: यह क्या है?
आपने अवश्य ही “ शब्द सुने होंगे“स्पार्क मशीनिंग,”डूबना,”तार का क्षरण,” और “क्षरण उत्पन्न करना”बीच में. इलेक्ट्रिकल डिस्चार्ज मशीनिंग को कुछ इंजीनियर और निर्माता इस संज्ञा (EDM) का उपयोग करके संदर्भित करते हैं। लेकिन EDM वास्तव में क्या है? EDM अपने सबसे मूल रूप में ऊष्मा ऊर्जा का उपयोग करके वर्कपीस से अतिरिक्त सामग्री हटाता है।.
कठोर सामग्रियों को अक्सर इलेक्ट्रिकल डिस्चार्ज मशीनिंग (EDM) नामक लोकप्रिय गैर-पारंपरिक मशीनिंग तकनीक का उपयोग करके मशीन किया जाता है। यह तकनीक इसलिए लोकप्रिय है क्योंकि EDM किसी भी सामग्री के साथ काम कर सकती है, चाहे वह कितनी भी कठोर क्यों न हो। जैसा कि पहले ही बताया गया है, ईडीएम विधि में यांत्रिक बल शामिल नहीं होता है। इस उत्पादन प्रक्रिया की बदौलत इंजीनियर केवल विद्युत निर्वहन का उपयोग करके आवश्यक आकृतियाँ प्राप्त कर सकते हैं। यह वर्कपीस पर किसी उपकरण का उपयोग किए बिना एक बहुत ही सटीक प्रक्रिया है। टाइटेनियम जैसी कठिन सामग्रियों के साथ काम करते समय या जटिल आकृतियों का निर्माण करते समय ईडीएम अक्सर सबसे अच्छा विकल्प होता है।.

इलेक्ट्रिकल डिस्चार्ज मशीनिंग की प्रक्रिया क्या है?
हालांकि यह शब्द सरल प्रतीत हो सकता है, वास्तविक प्रक्रिया थोड़ी अधिक जटिल है। ईडीएम का उपयोग करके, इलेक्ट्रोड के बीच दोहराए जाने वाले उच्च-वेग वाले विद्युत निर्वहन की एक श्रृंखला द्वारा वर्कपीस से सामग्री हटाई जाती है। इन इलेक्ट्रोड को अलग करने के लिए एक डाइइलेक्ट्रिक द्रव का उपयोग किया जाता है। इसके बाद, डाइइलेक्ट्रिक द्रव पर वोल्टेज लागू किया जाता है। यह याद रखना महत्वपूर्ण है कि ईडीएम उत्पादन केवल विद्युत चालक पदार्थों के साथ ही कार्य करता है।.
उन इलेक्ट्रोडों में से एक इच्छित कार्य के अनुरूप अपना रूप बदल सकता है। “धनायन” या “इलेक्ट्रोड” वर्कपीस का प्रतिनिधित्व करता है। टूल इलेक्ट्रोड, जिसे कभी-कभी “कैथोड,” अतिरिक्त इलेक्ट्रोड है। इस प्रक्रिया का मूल विचार सामग्री के नियंत्रित विद्युत चिंगारी क्षरण पर आधारित है। इसके लिए दोनों इलेक्ट्रोड को अलग रखना आवश्यक है।.
इलेक्ट्रोड और वर्कपीस के बीच विभव अंतर पल्स के रूप में लगाया जाता है। जैसे-जैसे इलेक्ट्रोड वर्कपीस के पास आता है, विद्युत क्षेत्र तीव्र होता जाता है और उनके बीच की छोटी सी जगह को भर देता है। यह तब तक जारी रहता है जब तक कि विभव अंतर टूट नहीं जाता। विद्युत निर्वहन द्वारा पदार्थ को अत्यधिक उच्च तापमान तक गर्म किया जाता है। ताप के परिणामस्वरूप पदार्थ के कुछ घटक पिघल जाते हैं। अतिरिक्त पदार्थ को एक स्थिर डाइइलेक्ट्रिक द्रव प्रवाह बनाए रखकर हटाया जा सकता है। इसके अतिरिक्त, मशीन के उपयोग के दौरान यह द्रव शीतलन में सहायता करता है।.
विभिन्न विद्युत निर्वहन मशीनिंग दृष्टिकोण:
EDM प्रक्रिया नवीन और पारंपरिक दोनों है। हालांकि, इस प्रक्रिया को करने का केवल एक ही तरीका नहीं है। इसलिए इसका यह अर्थ नहीं है। EDM तीन विभिन्न प्रकारों में आता है। यदि एक प्रकार ठीक से काम नहीं करता है, तो यह सुनिश्चित करने में मदद करता है कि अन्य विकल्प मौजूद हैं। विद्युत निर्वहन मशीनिंग के कई रूपों में शामिल हैं:
होल ईडीएम:
जैसा कि इसके नाम से पता चलता है, ड्रिलिंग ईडीएम विशेष रूप से सहायता करता है त्वरित छेद ड्रिलिंग. चूंकि होल ईडीएम में प्रयुक्त इलेक्ट्रोड ट्यूबुलर होते हैं, इसलिए डाइइलेक्ट्रिक द्रव आसानी से इनमें से होकर गुजर सकता है। होल ईडीएम पारंपरिक ड्रिलिंग तकनीकों के विपरीत अविश्वसनीय रूप से छोटे और गहरे छेद बना सकता है। इसके अलावा, इन छेदों के लिए डेबरींग की आवश्यकता नहीं होती। यह प्रक्रिया धातु के प्रकार या कठोरता की परवाह किए बिना पारंपरिक तरीकों की तुलना में सटीक छेद ड्रिल करने को तेज़ बनाती है।.
वायर ईडीएम:
स्पार्क ईडीएम और वायर इरोशन, वायर ईडीएम नामक प्रक्रिया के दो अन्य नाम हैं। यह तकनीक कांसे या पतली तांबे की तार का उपयोग करके वर्कपीस को काटती है। इस मामले में इलेक्ट्रोड पतली तार ही होती है। इस परिदृश्य में डाइइलेक्ट्रिक तरल के रूप में आमतौर पर डीआयनाइज्ड पानी का उपयोग किया जाता है। ऑटोमैटिक फीड के लिए स्पूल का उपयोग करके ऑपरेशन के दौरान तार निरंतर अनवॉयल होती रहती है।.
यह इसलिए है ताकि वर्कपीस और तार विद्युत निर्वहन में हस्तक्षेप न करें। परिणामस्वरूप, कट को एक नए निर्वहन चैनल की आवश्यकता होती है। यह रणनीति बड़े पैमाने पर प्रभावी है। इंजीनियरों को यह सुनिश्चित करना चाहिए कि तार पूरी तरह से वर्कपीस से होकर गुज़रे। सारतः, यह त्रि-आयामी घटकों में द्वि-आयामी कटौती करता है। परिणाम अक्सर पारंपरिक के समान होते हैं। सीएनसी मशीनिंग विधि.
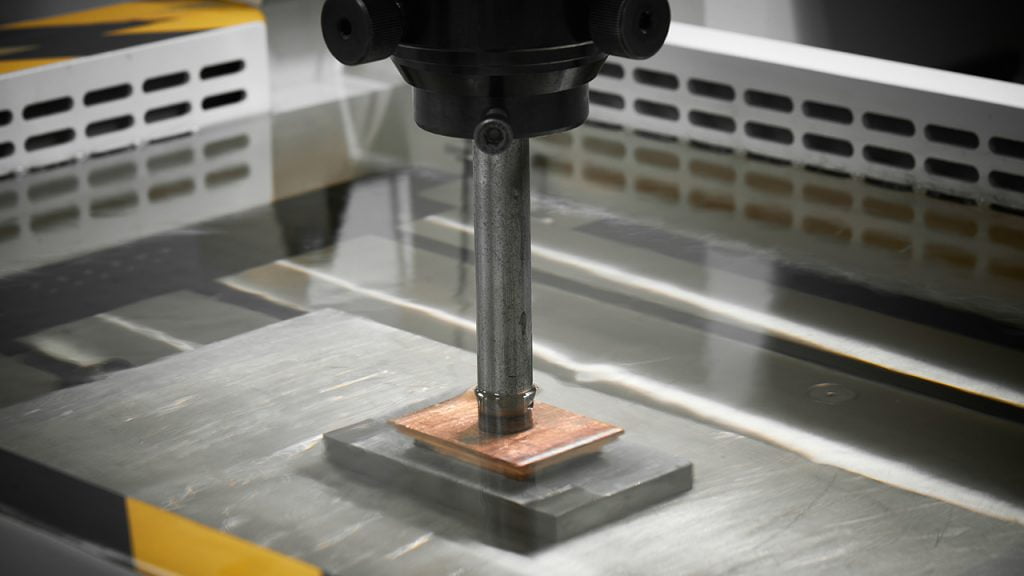
सिंकर ईडीएम:
इसके अन्य नाम हैं रैम ईडीएम, डूबना, और गुहा-प्रकार ईडीएम. यह मानक ईडीएम है क्योंकि यह प्लास्टिक इंजेक्शन मोल्डिंग सहित विभिन्न कास्टिंग अनुप्रयोगों के लिए जटिल गुहा आकार उत्पन्न करता है।.
यह प्रक्रिया पूर्व-मशीनीकृत तांबे या ग्रेफाइट से बने इलेक्ट्रोड का उपयोग करके इच्छित आकार का “पॉज़िटिव” बनाती है। इसके बाद इलेक्ट्रोड को वर्कपीस में दबाया जाता है ताकि मूल सामग्री के आकार का नकारात्मक प्रतिरूप तैयार हो सके। सिंकर ईडीएम का उपयोग करते समय इलेक्ट्रोड की सामग्री के चयन पर कई कारक प्रभाव डाल सकते हैं। इनमें इलेक्ट्रोड की चालकता और अपरदनात्मक घिसाव के प्रति प्रतिरोध शामिल हैं; आमतौर पर ग्रेफाइट के साथ काम करना तांबे की तुलना में आसान होता है। हालांकि, तांबा अधिक लाभदायक और मजबूत होता है।.

विद्युत निर्वहन मशीनिंग के लाभ:
उत्पादन में ईडीएम के उपयोग के कई विशिष्ट लाभ हैं। इनमें अन्य के अलावा शामिल हैं:
कोई यांत्रिक बल लागू नहीं किया गया है:
कार्यखंड पर कोई यांत्रिक बल न लगना एक प्रमुख अतिरिक्त लाभ है। इसलिए आपको कमजोर रूपरेखा बनाने की चिंता करने की आवश्यकता नहीं है। चूंकि सामग्री हटाने से पहले तीव्र कटिंग शक्ति की आवश्यकता नहीं होती, यह सरल हो जाता है। उपकरण और कार्यखंड के बीच कोई यांत्रिक तनाव नहीं होता और कार्यखंड कभी संपर्क में नहीं आता।.
विभिन्न आकृतियों और गहराइयों की अनुमति देता है:
EDM के साथ, कटिंग टूल से फॉर्म और गहराई तक पहुंचना असंभव प्रतीत होता है। यह अत्यंत बड़ी टूल लंबाई और व्यास अनुपात वाली एक सफल गहरी-प्रसंस्करण तकनीक है। EDM प्रक्रिया आंतरिक कोनों को काटने को सरल बनाती है। तेज़ किनारे, छोटे छेद, और गहरी पसलियाँ.
अपने काम के लिए किसी भी विद्युत चालक पदार्थ का उपयोग करें:
EDM उत्पादन के बारे में जब आप सोचते हैं, तो सबसे पहले जो बात दिमाग में आती है वह है सामग्री में इसकी बहुमुखी प्रतिभा। जब तक आपकी सामग्री विद्युत चालक होती है, EDM हमेशा सबसे अच्छा तरीका होता है। परिणामस्वरूप, पारंपरिक मशीनिंग तकनीकों के लिए चुनौतीपूर्ण वस्तुओं को भी मशीन किया जा सकता है। इनमें टाइटेनियम और टंगस्टन कार्बाइड से बने पुर्जे शामिल हैं।.
सतह की फिनिश में सुधार करता है, को प्रोत्साहित करता है:
निर्माता यह भी दावा करते हैं कि ईडीएम इंजेक्शन मोल्डिंग की सतह की चिकनाई को पिछली तकनीकों की तुलना में अधिक सुधारता है। ईडीएम तकनीक अत्यधिक सटीकता और उत्कृष्ट फिनिश वाली सतहें उत्पन्न करती है। अतः ऐसा हो सकता है।.
कठोर सामग्री पर ऑपरेशन:
कार्यखंड को कठोर करने से पहले अतिरिक्त पारंपरिक मशीनिंग कार्य पूरे किए जाने चाहिए। हालांकि ईडीएम उन सामग्रियों पर त्रुटिहीन रूप से काम करता है जिन्हें पहले ही कठोर किया जा चुका है। परिणामस्वरूप, किसी भी संभावित ताप-संबंधी विकृति को रोकना आसान हो जाता है।.
इलेक्ट्रिकल डिस्चार्ज मशीनिंग अनुप्रयोग:
छोटे-वॉल्यूम विनिर्माण में ईडीएम के उपयोग से कई प्रक्रियाओं को लागू किया जा सकता है। इनमें मिलिंग, टर्निंग, सूक्ष्म छेद ड्रिल करना और अन्य संचालन शामिल हैं। इसके अतिरिक्त, एयरोस्पेस और ऑटोमोटिव क्षेत्रों सहित विभिन्न उद्योग इस विशेष तकनीक से लाभान्वित हो सकते हैं।.
निम्नलिखित अनुप्रयोग इस तकनीक की विशिष्ट और सटीक आकृतियाँ उत्पन्न करने की क्षमता से लाभान्वित होते हैं:
छोटा छेद ड्रिलिंग:
सामग्री की कठोरता की परवाह किए बिना, इलेक्ट्रिकल डिस्चार्ज मशीनिंग सटीक गहरे छोटे छेद बनाने का एक त्वरित और प्रभावी तरीका है। छेद ड्रिलिंग प्रक्रिया के दौरान, पीतल की एक इलेक्ट्रोड ट्यूब का उपयोग पदार्थ पर विद्युत निर्वहन निर्देशित करने के लिए किया जाता है। इससे विभिन्न आकारों के छोटे छेद बनाना आसान हो जाता है। यह ढलान वाले सतहों और अन्य कठिन स्थानों में भी छेद बना सकती है, जो कि रोचक है।.
डाय कास्टिंग:
डाइज़ बनाने के लिए आवेदन एक और क्षेत्र है जहाँ ईडीएम उत्कृष्टता दिखाता है। अत्यधिक अनुकूलित डाइज़ बनाते समय अत्यधिक सटीकता की आवश्यकता होती है। इन डाइज़ में तीखे आंतरिक कोने, पर्याप्त रिब्स और अन्य विस्तृत विवरण होते हैं। इसके अतिरिक्त, डाइज़ बनाने के लिए अक्सर अत्यंत कठोर स्टील मिश्रधातुओं का उपयोग किया जाता है। आमतौर पर, पारंपरिक तकनीकों का उपयोग करके इन मिश्रधातुओं को संसाधित करना अधिक कठिन होता है। हीट ट्रीटमेंट से पहले, कठोर स्टील मिश्रधातुओं को फिनिश करना पड़ सकता है, जिससे विवरणों की सटीकता प्रभावित हो सकती है। इसलिए, EDM तकनीक का उपयोग अधिक उपयुक्त है।.
इंजेक्शन मोल्डिंग:
EDM का उपयोग आमतौर पर उचित आयाम, गहराई और आकार वाले साँचे बनाने के लिए किया जाता है। यह इंजेक्शन मोल्डिंग तकनीक का मुख्य प्रकार है जिसका उपयोग साँचे निर्माता करते हैं। यहाँ प्रयुक्त मुख्य प्रकार वायर EDM है। यह अक्सर सबसे उपयुक्त तरीका होता है क्योंकि इंजेक्शन मोल्डिंग में विभिन्न नाजुक और जटिल वर्कपीस की आवश्यकता होती है। इसके अलावा, यह अक्सर अत्यंत सटीक और महीन EDM सतह फिनिश प्रदान करता है।.
यदि आप अपने सभी के लिए सर्वोत्तम उत्तरों की तलाश में हैं इलेक्ट्रिकल डिस्चार्ज मशीनिंग की मांगें, प्रोटो टूल यह सबसे उपयुक्त तरीका है। वे गारंटी देते हैं कि उनके समाधानों का उपयोग करना आसान और सुविधाजनक होगा, साथ ही वे उपलब्ध सर्वोत्तम सेवाएँ प्रदान करेंगे। इसके अतिरिक्त, वे यह सुनिश्चित करने के लिए अतिरिक्त उपाय करेंगे कि आपकी सभी मांगें पूरी हों।.









