Al considerar mecanizado de precisiónEl dominio de técnicas avanzadas no es sólo una habilidad, es una necesidad. Una de estas técnicas avanzadas de mecanizado CNC que debe tenerse en cuenta para satisfacer determinadas necesidades de fabricación es "fresado en rampa." ¿Por qué es esencial? Principalmente porque ofrece una combinación única de eficacia y precisión.
Este artículo desentrañará todo lo relacionado con el fresado en rampa para ayudarle a conseguir la misma eficacia y precisión en sus procesos de producción. Así que, sin más dilación, sigamos explorando.
Breve descripción del fresado en rampa
La rampa es un método de mecanizado dinámico que conlleva un herramienta de corteEl movimiento radial y axial simultáneo de la herramienta forja una trayectoria angular. El objetivo principal es recorrer contornos intrincados a la perfección, especialmente al fabricar formas cerradas como bolsillos, cavidades, grabadosy agujeros.
A diferencia de los métodos tradicionales, el ramping elimina la necesidad de realizar inmersiones iniciales con una fresa o broca, lo que agiliza el proceso de mecanizado.
Ahora bien, si ya conoce bien los fundamentos del mecanizado, comprender y dominar las operaciones de fresado en rampa se convierte en una habilidad fundamental. Sobre todo en el micromecanizado, donde la precisión es primordial, el fresado en rampa resulta indispensable.
La posibilidad de crear formas cerradas sin los inconvenientes de la penetración garantiza un flujo de trabajo más fluido y eficaz. Además, el fresado en rampa se perfila como una solución fiable en el delicado mundo del micromecanizado, donde el más mínimo desequilibrio en las fuerzas de corte puede suponer el fallo de la herramienta.
Exploración de las sendas de rampa: Lineal vs. Circular
Rampa lineal
Rampa lineal, un método muy utilizado y eficaz, supone un cambio radical en el mecanizado de ranuras cerradas, cajeras y cavidades. Este método, también conocido como rampa de dos ejeselimina la necesidad de utilizar una broca, lo que agiliza el proceso de mecanizado. Implica la alimentación simultánea en la dirección axial (Z) y en una dirección radial (X o Y).
Rampa circular
Alternativamente, Rampa circular, interpolación helicoidal, interpolación en espiralo perforación orbital introduce un movimiento en espiral a lo largo de una trayectoria circular (X e Y), combinado con un avance axial (Z) a un paso definido.
Este método es siempre preferible a la rampa lineal, ya que garantiza un proceso más suave con un compromiso radial reducido. El resultado es un fresado descendente puro y una mejor evacuación de la viruta, especialmente cuando se ejecuta con rotación en sentido contrario a las agujas del reloj.

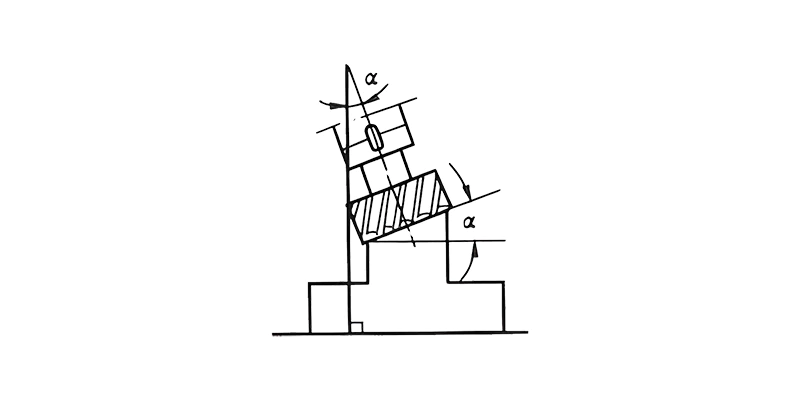
Comprender los ángulos de la rampa de salida
Otra consideración clave para los procesos eficaces de fresado en rampa es ángulos de rampa de salida. Una gama recomendada de 3° a 10° garantiza resultados óptimos para materiales blandos o no ferrosos.
Por el contrario, se aconseja un rango más estrecho de 1° a 3° cuando se trabaja con materiales duros o ferrosos. Estos ángulos de rampa iniciales sirven de guía, permitiendo a los fabricantes navegar por las complejidades del fresado en rampa con precisión y confianza.
Técnicas de rampa eficaces
Ahora que entendemos las facetas clave de la operación de fresado en rampa, exploremos los consejos y consideraciones para un fresado en rampa exitoso:
Consejos de rampa lineal
- Entender el corte simultáneo: Durante la rampa lineal se producen simultáneamente tres procesos de corte críticos. Estos son:
- Corte periférico con la plaquita guía.
- Corte inferior con la plaquita guía.
- Corte inferior con el inserto de arrastre.
- Hacer frente a las fuerzas cortantes: Las fuerzas de corte generadas durante la rampa lineal son axiales y radiales, lo que ejerce una tensión adicional sobre la herramienta, especialmente durante las operaciones de ranurado completo.
- Recomendaciones para reducir el estrés: Para mitigar el estrés y garantizar un rendimiento óptimo, es aconsejable:
- Reducir la alimentación a 75% de la tasa normal.Implementar el uso de fluido de corte para facilitar una evacuación eficaz de las virutas.
- Limite la rampa lineal a ranuras estrechas de menos de 30 mm de ancho, especialmente si el acceso a la rampa circular está restringido.
Consideraciones sobre la rampa circular:
- Selección del diámetro de la cuchilla: La selección del diámetro de fresa adecuado garantiza la alineación con el tamaño de orificio deseado. Esto garantiza que la plaquita corte sobre la línea central del orificio, evitando cualquier problema de desalineación.
- Consideraciones sobre la inclinación (P): El paso (P) no debe superar el paso máximo admisible para el concepto de fresa elegido. Este valor depende del diámetro del agujero, del diámetro de la fresa y del ángulo de rampa utilizado.
- Ajustes de la velocidad de avance: En velocidad de alimentación depende del avance periférico, calculado como Dvf. Sin embargo, requiere ajustes para el avance central de la herramienta, asegurando que la trayectoria programada de la fresa se alinea con el resultado de fresado deseado.
Corrección y optimización de la trayectoria de la herramienta
- Rampa progresiva para mejorar la productividad: Optar por la rampa progresiva, que implica pases múltiplesresulta beneficioso para aumentar la productividad en comparación con rampa de un solo paso estrategias.
- Maximización de los ángulos de rampa teniendo en cuenta el diámetro de la herramienta: Deben realizarse ajustes para los ángulos de rampa máximos, teniendo en cuenta factores como el radio de la plaquita y el diámetro de la herramienta. Esto garantiza la precisión del trabajo y reduce la posibilidad de dañar las herramientas.
- Rampa circular externa para mejorar la eficiencia: Emplear rampa circular exterior con un mayor avance del centro de la herramienta para el fresado exterior permite una menor profundidad radial (ae) y una mayor velocidad de corte. Esto contribuye a mejorar la eficiencia y el rendimiento del mecanizado.
¿Se puede realizar un fresado lineal en material macizo?
Por supuesto. La rampa lineal en material macizo presenta un reto y una oportunidad únicos en el mecanizado. Este método, que implica un rampa de ancho total exige un examen minucioso de las velocidades de corte y los avances óptimos.
La fresa de mango, al engranar con la pieza a 360 grados, requiere una velocidad de corte reducida para preservar los filos de corte y evitar daños.
Comprender las velocidades y las alimentaciones en rampa
Dado que el fresado en rampa difiere significativamente del fresado normal, resulta imprescindible ajustar las velocidades de corte y los avances. Por lo tanto, también puede considerar 50-80% de la velocidad de corte normal. En este enfoque, el avance debe alinearse con la tabla proporcionada para el ajuste de la carga de viruta en rampa basado en el ángulo de rampa.
- 0-2,5 grados: 100% de avance normal
- 2,5-5 grados: 75% del avance normal
- 5-15 grados: 50% del avance normal
- 15-30 grados: 25% del avance normal
- 30-45 grados: 5% del avance normal
Guía paso a paso de la rampa: Todo lo que necesita saber
1. Elegir la herramienta adecuada
Seleccionar una herramienta adaptada para manejar las fuerzas de corte y facilitar la evacuación de las virutas es primordial. El uso de herramientas como la Fábrica Kennametal 1™ molino de hombros u otros pueden ayudar a ejemplificar la excelencia en la rampa y el fresado en espacios reducidos.
2. Determinar el ángulo de la rampa
En ángulo de rampa La elección depende de la geometría de la herramienta, las propiedades del material y la profundidad de corte prevista. Pedir consejo a un experto de Kennametal puede aclararle las dudas.
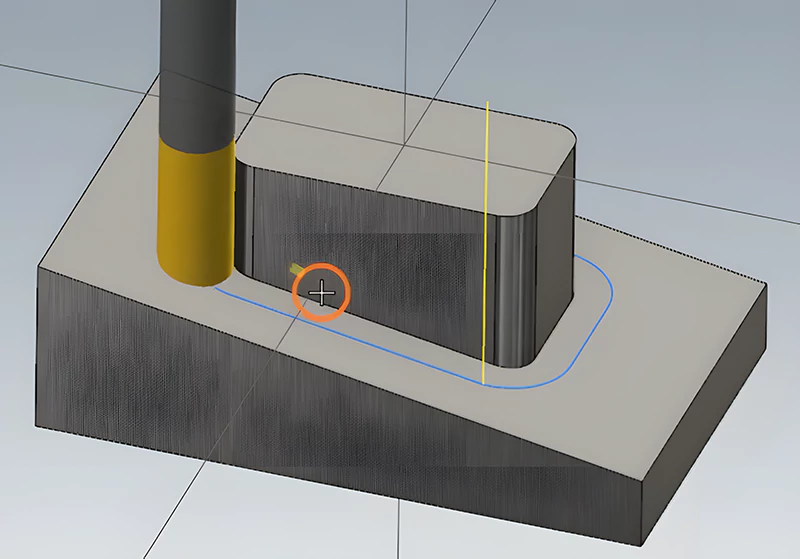
3. Programar la trayectoria de la herramienta
Un fresado eficaz exige una programación precisa de la trayectoria de la herramienta. Utilice Software CAD/CAM o programación manual para garantizar que la herramienta entra en la pieza con el ángulo correcto, respetando la trayectoria deseada.
4. Probar y optimizar
Una vez programado, realice pruebas para optimizar el proceso de fresado. Ajuste la velocidad de corte, el avance y el ángulo de rampa para lograr los resultados deseados.
5. Supervisar el proceso
La vigilancia durante el fresado es crucial. Vigile de cerca las fuerzas de corte, la evacuación de virutas y el acabado superficial para garantizar una operación fluida y satisfactoria.
Interpolación helicoidal frente a rampa lineal: ¿Son diferentes?
Comprender las diferencias entre interpolación helicoidal y rampa lineal es fundamental en la rampa. ¿Qué son estos dos términos? Veámoslo brevemente a continuación.
Interpolación helicoidal
- Ideal para bolsillos estrechos.
- La fresa se mueve continuamente, distribuyendo las fuerzas de corte a través de los ejes X, Y y Z.
- Mecanizado preciso de orificios, roscas y ranuras.
Rampa lineal
- Implica el movimiento de la herramienta a lo largo de los ejes X, Y y Z.
- El ángulo de entrada dicta la dirección del corte.
- Una forma habitual de empezar es utilizando el fresado ascendente, en el que la fresa gira en la misma dirección en la que se mueve la mesa.
¿Cuándo hay que fresar en rampa?
Una vez comprendido cómo realizar operaciones de fresado en rampa, es importante aprovechar al máximo esta técnica de fresado en el momento adecuado. Al fin y al cabo, este método de fresado mejora la separación de virutas durante movimientos de rampa lineales prolongados.
Pero hay que tener en cuenta algunas desventajas, como las posibles limitaciones impuestas por la geometría de las troneras, que restringen la viabilidad de los movimientos lineales largos en rampa.
Teniendo en cuenta tanto las ventajas como los inconvenientes, lo ideal es practicar las operaciones de fresado en rampa en las siguientes situaciones:
- Existen restricciones de bolsillo: En situaciones en las que el fresado lineal tradicional se enfrenta a limitaciones debidas a geometría de bolsilloEl fresado en rampa ofrece una alternativa que optimiza la holgura de la viruta.
- El mecanizado de material macizo es crucial: El trabajo con material macizo exige un enfoque matizado. El fresado en rampa, con sus velocidades y avances adaptados, garantiza la conservación de los filos de corte y evita daños.
- La eficacia y la precisión no son negociables: El fresado en rampa es una técnica versátil que aúna eficacia y precisión, tanto para conseguir diseños complejos como para mantener la longevidad de la herramienta.
Conclusión
Esta guía sirve de brújula, guiando a los fabricantes a través de las complejidades del fresado en rampa y proporcionando información paso a paso sobre los métodos de rampa lineal y circular. Desde la comprensión de las velocidades y los ajustes de avance hasta la elección de las herramientas adecuadas y la optimización de las trayectorias de las herramientas, los fabricantes adquieren una comprensión exhaustiva del proceso.
¿Aún tiene preguntas? Prototool es su aliado de confianza. Como fabricación profesional CNC Prototool aporta experiencia y tecnología punta. Si busca asistencia, asesoramiento o soluciones de vanguardia para sus necesidades de mecanizado, Prototool está preparado para ser su socio en el éxito.









