を考慮する場合 精密加工高度な技術を習得することは、単なるスキルではなく、必要不可欠なものである。そのような高度なCNC加工技術の1つは、特定の製造ニーズに対応するために考慮されるべきものである。ランプフライス."なぜこれが不可欠なのか?それは主に、効率と精度のユニークなブレンドを提供するからである。
この記事では、あなたの生産工程でも同じ効率と精度を達成できるよう、ランプフライス加工のすべてを紐解いていきます。さっそく、さらに掘り下げていきましょう。
ランプフライス加工の概要
ランピングは 動的加工法 それは 切削工具ラジアル運動とアキシャル運動を同時に行い、角度のあるツールパスを鍛造します。その主な目的は、複雑な輪郭をシームレスに移動することである。 ポケット, 空洞, 彫り物そして 穴.
従来の方法とは異なり、ランピング加工では、エンドミルやドリルによる最初の突込みが不要なため、加工プロセスが合理化される。
すでに機械加工の基本を熟知しているのであれば、ランピング加工を理解し、マスターすることは極めて重要なスキルになります。特に、精度が最重要視される微細加工では、ランプ加工は不可欠です。
プランジングの欠点なしに閉じた形状を作成する能力は、よりスムーズで効率的なワークフローを保証します。さらに、ランプミル加工は、切削力のわずかなアンバランスでも工具の破損を招くデリケートな微細加工の世界で、信頼性の高いソリューションとして浮上しています。
ランピングツールパスの探求:リニアとサーキュラー
リニア・ランピング
リニア・ランピング、 広く採用されている効率的なアプローチは、閉じたスロット、ポケット、空洞の加工において画期的なものである。この方法は 2軸ランピングドリルが不要になり、加工工程が効率化される。軸方向(Z方向)と半径方向(X方向またはY方向)の同時送りが可能です。
サーキュラー・ランピング
あるいは 円形スローピング, ヘリカル補間, スパイラル補間あるいは オービタルドリリング は、円軌道(XとY)に沿ったらせん運動と、定義されたピッチでの軸方向送り(Z)を組み合わせたものである。
この方法は、直線的なランピングよりも常に好まれ、半径方向のかみ合いを減らして、よりスムーズな加工を保証します。その結果、特に反時計回りの回転で実行した場合、純粋なダウンミリングと切り屑排出の向上が得られます。

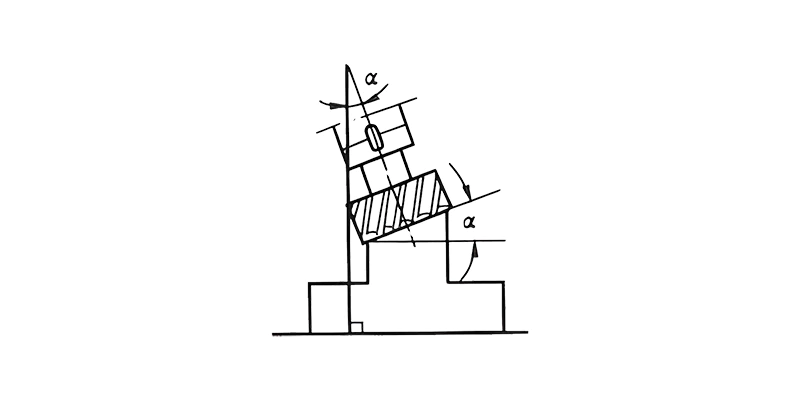
スタートランプの角度を理解する
効果的なランプフライスプロセスのためのもう一つの重要な検討事項は、次のとおりである。 スタート・ランプの角度.3°から10°の推奨範囲は、軟質または非鉄材料に最適な結果を保証します。
逆に、硬い材料や鉄系の材料を扱う場合は、1°~3°の狭い範囲をお勧めします。これらの開始傾斜角度は、製造業者が傾斜フライス加工の複雑な作業を正確かつ自信を持って行うためのガイドとなります。
成功するランピング・テクニック
ランプフライス加工の重要な側面を理解したところで、ランプフライス加工を成功させるためのヒントと注意点を探ってみよう:
リニア・ランプのヒント
- 同時切断を理解する:リニアランピングでは、3つの重要な切削プロセスが同時に発生します。それは次の3つです:
- リーディングインサートによる外周切削。
- リーディングインサートによるボトムカット。
- トレーリングインサートによるボトムカット。
- 切断力への対応: 直線傾斜中に発生する切削力は軸方向および半径方向であり、特にフルスロット加工では工具にさらなる応力を与える。
- ストレス軽減のすすめ: ストレスを軽減し、最適なパフォーマンスを確保するためには、以下のことが推奨される:
- 飼料を通常の75%に減らす。 切削油剤 効果的な切り屑の排出を促進する。
- 特に、円形スロープへのアクセスが制限されている場合は、幅30 mm未満の狭いスロットに限定してください。
サーキュラー・ランピングに関する考察:
- カッター径の選択: 適切なカッタ径を選択することで、希望する穴サイズとのアライメントが確実になります。これにより、インサートが穴の中心線上を確実にカットし、位置ずれの問題を回避します。
- ピッチ(P)の考察: ピッチ(P)は、選択したカッターコンセプトの最大許容ピッチを超えてはならない。この値は、穴径、カッタ径、使用する傾斜角によって異なります。
- フィードレートの調整: について 送り速度 は、以下のように計算される周辺供給率に依存している。 Dvf.しかし、工具の中心送りを調整する必要があり、プログラムされたカッタパスが希望のフライス加工結果と一致するようにする必要がある。
ツールパスの補正と最適化
- 生産性を高めるプログレッシブ・ランピング: プログレッシブ・ランプを選択する マルチパスと比較して、生産性の向上に有益であることが証明された。 シングルパスランプ 戦略だ。
- 工具径を考慮したランプ角度の最大化: 最大傾斜角度の調整は、チップ半径や工具径などの要素を考慮して行う必要がある。こうすることで、作業が正確になり、工具を損傷する可能性が低くなる。
- 効率向上のための円形外部ランピング:雇用 円形外部傾斜 外径フライス加工の工具中心送り量を増加させることで、半径方向深さ (ae) を小さくし、切削速度を向上させることができます。これにより、効率と加工性能の向上に貢献します。
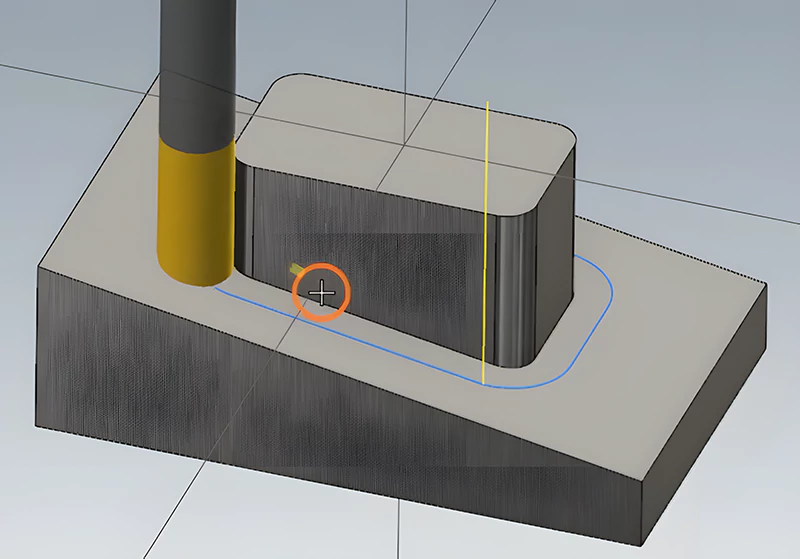
ソリッドストックにリニア・ランピングは可能か?
もちろんソリッドストックへのリニアランプ加工は、機械加工におけるユニークな挑戦でありチャンスでもあります。この方法は 全幅ランピング アプローチでは、最適な切削速度と送りを慎重に検討する必要がある。
エンドミルは、360度で被削材と噛み合うため、切れ刃を保ち損傷を防ぐために切削速度を落とす必要がある。
ランピングにおけるスピードとフィードを理解する
ランピングは通常のフライス加工と大きく異なるため、切削速度と送りの調整が不可欠になります。従って、通常の切削速度の50-80%を考慮することもできます。この方法では、送りは、傾斜角度に基づく傾斜切屑負荷調整用の提供されたテーブルに合わせる必要があります。
- 0~2.5度 通常送り速度100%
- 2.5~5度: 通常の送り速度の75%
- 5~15度: 通常の送り速度の50%
- 15~30度通常送り速度の25%
- 30~45度:通常送り速度の5%
ステップバイステップ・ランピングガイド:知っておくべきことすべて
1.正しいツールを選ぶ
切削力を処理し、切りくずを排出しやすいように調整された工具を選択することが最も重要である。そのためには ケナメタル第1工場™ ショルダーミルなどは、限られたスペースでのランプ加工やフライス加工における卓越性を実証するのに役立つ。
2.ランプ角度の決定
について ランプ角度 工具の選択は、工具の形状、材料の特性、意図する切込み深さによって決まります。不明な点がある場合は、ケナメタルの専門家に助言を求めることで、明確にすることができます。
3.ツールパスのプログラム
効率的なフライス加工には、正確なツールパスプログラミングが必要です。活用 CAD/CAMソフトウェア または マニュアル・プログラミング 工具がワークピースに正しい角度で進入し、希望するパスに沿っていることを確認します。
4.テストと最適化
プログラミングが完了したら、テストを実施し、フライス加工を最適化する。切削速度、送り速度、傾斜角度を調整し、望ましい結果を得る。
5.プロセスの監視
フライス加工中の警戒は非常に重要です。切削力、切り屑排出、表面仕上げに注意し、スムーズで成功する加工を心がけてください。
ヘリカル補間とリニア・ランピング:両者は違うのか?
ヘリカル補間とリニア・ランピングの違いを理解することは、ランピングにおいて極めて重要である。この2つの用語とは何か?簡単に説明しよう。
ヘリカル補間
- タイトなポケットに最適。
- カッターは連続的に移動し、X、Y、Zの各軸に切削力を分散させる。
- 穴、ねじ、溝の精密加工。
リニア・ランピング
- X、Y、Z軸に沿った工具の移動。
- エントリーアングルがカットの方向を決める。
- テーブルの移動と同じ方向にカッターが回転するクライムミルから始めるのが一般的だ。
ランプフライス加工はどのような場合に有効か?
ランプフライス加工の方法を理解したら、このフライス加工技術を適切なタイミングで最大限に活用することが重要です。結局のところ、このフライス加工手法では、長時間の直線的なランピング動作中に、切り屑のクリアランスが改善されます。
しかし、ポケットのジオメトリーによる潜在的な制約が長い直線的なランプ移動の実現性を制限するなど、留意すべきマイナス面もある。
メリットとデメリットの両方を考慮すると、理想的には次のような状況でランプフライス加工を実践することができる:
- ポケットの制約がある: 従来のリニアミーリングでは、次のような制約がありました。 ポケット幾何学ランプフライス加工は、切り屑のクリアランスを最適化する代替手段を提供します。
- ソリッドストック加工が重要 ソリッド素材の加工には、微妙なアプローチが必要です。ランプミル加工は、速度と送りを調整することで、切れ刃を維持し、損傷を防ぎます。
- 効率と精度は譲れない: 複雑なデザインを実現するにしても、工具の寿命を維持するにしても、ランプフライスは効率と精度を両立させる万能な技術です。
結論
このガイドブックは、ランプミル加工の複雑な工程をナビゲートする羅針盤の役割を果たし、直線および円形ランプ加工法の両方について段階的な洞察を提供します。速度や送りの調整から、適切な工具の選択、ツールパスの最適化まで、加工プロセスを包括的に理解することができます。
まだ質問がありますか? プロトツール はあなたの頼もしい味方です。として プロフェッショナルなCNC製造 プロトツールは、専門知識と最先端技術を提供します。お客様の加工ニーズに対する支援、アドバイス、または最先端のソリューションをお求めでしたら、Prototoolはお客様の成功のパートナーとなる準備が整っています。









