El flash es uno de los defectos más frecuentes en moldeo por inyección. La fina capa de plástico se forma cuando dos superficies de molde diferentes se unen para crear un límite. Puede haber diferencias en el crecimiento y otras características en estos puntos, lo que puede aumentar el riesgo de que se produzcan rebabas. La gestión de las rebabas del moldeo por inyección es un procedimiento sencillo, pero requiere recursos adicionales y reduce la eficiencia general del proceso. Además, Eliminación de rebabas en el moldeo por inyección, que es el proceso de eliminar las rebabas de forma manual o mecánica, puede tener un efecto perjudicial en la calidad del producto y puede causar daños al molde, lo que puede dar lugar a costes adicionales y otras pérdidas. Los proyectos que utilizan el moldeo por inyección deben centrarse en gran medida en eliminar al máximo los defectos de rebaba.

Con el fin de minimizar rebaba de moldeo por inyección, lo primero que hay que hacer es identificar el origen del problema y, a continuación, abordar esas causas de manera eficaz mediante la adopción de una estrategia específica. En esta guía esencial, analizaremos las causas y la prevención del moldeo por inyección instantánea..
Contenido
I. ¿Qué es la rebaba del moldeo por inyección?
II. ¿Qué causa el rebaba en el moldeo por inyección?
III. ¿Cómo evitar las rebabas en el moldeo por inyección?
IV. Conclusión
¿Qué es la rebaba del moldeo por inyección?
Te estarás preguntando qué es un El flash se encuentra en el moldeo por inyección.. Bueno, has venido a la página adecuada.
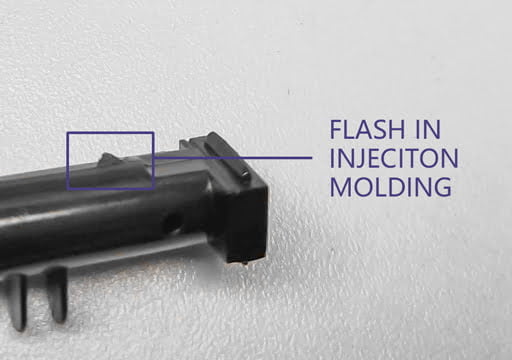
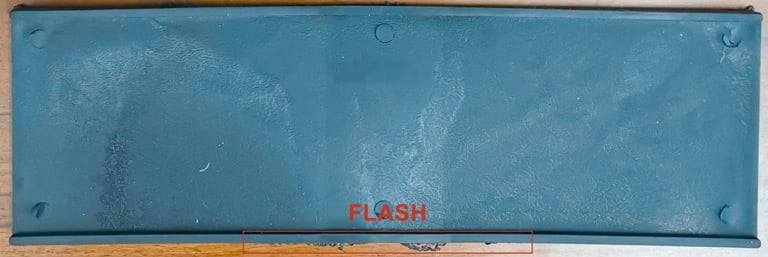
En defecto Conocido como rebaba de moldeo por inyección, se produce cuando un componente tiene un exceso de plástico en la línea de separación, el borde de un molde o en cualquier otro punto donde se unen diferentes formas y regiones. La rebaba suele ser más frecuente en la línea de separación del moldeo de plástico. No obstante, su influencia se extiende a otras regiones de la zona. No importa dónde se encuentren, ya que las causas y los efectos son siempre los mismos.
La mayoría de los fabricantes del sector reducen significativamente la cantidad de rebabas presentes en los componentes moldeados, pero no las eliminan por completo. La consideración clave es el coste total del proceso de moldeo por inyección. Los moldes sin rebabas tienen un precio considerablemente más elevado, pero la mayoría de las empresas pueden lograr un equilibrio entre precio, calidad y estética.
Aunque se considera que una cierta cantidad de rebaba es un componente normal del proceso de moldeo, un exceso de rebaba puede dañar la calidad de la superficie de las piezas e interferir en su asentamiento, acoplamiento o montaje. Esto se debe a que la rebaba es un subproducto del proceso de moldeo.
¿Qué causa el rebaba en el moldeo por inyección?
En esta sección se revisarán algunas de las principales causas que provocan rebabas en el moldeo por inyección.
- Desajuste de la línea de separación
Los contaminantes ambientales, como el polvo y la suciedad, que pueden mantener abierto el molde, son una de las causas principales del desajuste de la línea de separación. Esto provoca que se escape material adicional, lo que da lugar a un defecto de rebaba. Además, los defectos en el molde pueden ser la causa de este problema. Como resultado del uso continuado, estos problemas suelen ser cada vez más frecuentes.
Las imperfecciones debidas a un desajuste en la línea de separación pueden estar causadas por fugas provocadas por el envejecimiento o el desgaste del equipo. Incluso si se dispone del molde adecuado y se han realizado pruebas para detectar impurezas, pueden producirse imperfecciones si la presión de sujeción no se regula correctamente o si los moldes son muy complejos. Las cavidades y otras características intrincadas pueden aumentar la presión total a la que se somete el molde, lo que provoca fugas y defectos en algunas zonas.
- Ventilación inadecuada durante el proceso
El moldeo por inyección es un proceso complejo que requiere prestar atención a diversos factores, como la temperatura, la presión, las bolsas de aire y otras características. La presencia de burbujas de aire atrapadas, por ejemplo, es un defecto crucial en cualquier diseño de moldeo por inyección, ya que podrían afectar al rendimiento mecánico y a la capacidad de carga del componente. Del mismo modo, los componentes moldeados por inyección tienen un rango de temperatura que permite una formación óptima. Las ventilaciones son esenciales para garantizar que estos componentes sigan funcionando correctamente. Cualquier problema daría lugar a multitud de defectos, y el rebaba es uno de ellos.
- Baja presión de sujeción
Durante los procesos de embalaje y almacenamiento puede producirse un flash. Durante el proceso de embalaje, se tiene en cuenta la contracción del material que se produce durante el proceso de enfriamiento. El método más sencillo consiste en inyectar más de lo necesario mientras que el proceso de mantenimiento mantiene el equilibrio de presión en todo el sistema hasta que se pueda enfriar.
En ambos casos, la presión de sujeción debe definirse con precisión. Una fuerza de sujeción inadecuada puede romper la línea de separación, permitiendo que el líquido entrante se escape y provocando destellos.
- Problema con el casquillo del bebedero
Los casquillos de colada son un componente crucial del molde, ya que dirigen el flujo de plástico fundido hacia la cámara del molde. Con el tiempo, pueden perder el soporte necesario para soportar la fuerza de la presión de inyección, lo que provoca una disminución de su funcionalidad. En estos casos, los componentes moldeados por inyección que adquiera presentarán defectos, siendo los rebabas los más habituales.
- Viscosidad
Aparte de la fase del proceso, hay otras variables que pueden provocar rebabas en el moldeo por inyección, dependiendo del proceso y las características del flujo. La capacidad de un líquido para fluir se conoce como su viscosidad, y esta cualidad es crucial para el proceso de moldeo por inyección. Si la viscosidad del líquido fundido es baja, fluirá fácilmente fuera del molde y presentará defectos en forma de rebabas.
- La temperatura del barril y la boquilla
Además de la presión, hay otros factores que contribuyen al aumento de la viscosidad y, por lo tanto, al aumento de las rebabas en su producto moldeado por inyección. Las temperaturas del cilindro y de la boquilla también influyen en ello. Debido a la disminución de la viscosidad causada por el aumento de la temperatura, el fluido es más propenso a derramarse, lo que aumenta la probabilidad de que se produzcan rebabas en el moldeo por inyección.
- Sobrerlleno o medición
Cualquier configuración de moldeo por inyección estará sujeta a restricciones, que vendrán determinadas por el tamaño y la forma. Si hay un exceso de plástico fundido en el molde, la presión de inyección superará inevitablemente la presión de cierre, lo que provocará fugas. Como consecuencia, aumenta la probabilidad de que se produzcan rebabas y otros defectos. Sin embargo, hay que tener cuidado al modificar los parámetros de alimentación, ya que el plástico se contrae al enfriarse y no es deseable que el proceso de moldeo por inyección dé lugar a una inyección insuficiente que deje el producto sin terminar.
- Alta presión
La presión presente durante un procedimiento es uno de los principales factores que pueden contribuir a un mayor riesgo de combustión instantánea. Como cuestión de física fundamental, el aumento de la presión en un espacio limitado aumentará tanto la temperatura como las características del flujo. El aumento de la presión y el consiguiente aumento de la viscosidad pueden dar lugar a una serie de resultados indeseables, entre ellos la combustión instantánea. Uno de estos fallos es atribuible a la combustión instantánea.
- Embalaje excesivo
Los artículos moldeados por inyección pueden ser susceptibles a las rebabas debido a los retos de diseño y a las potentes características de la ruta en el molde. Incluso una pequeña cantidad de líquido fundido solidificado puede impedir el flujo de material en espacios confinados. Como resultado, se desarrolla una intensa presión dentro del molde. Los problemas resultantes no se limitan a las rebabas en sí. Sin embargo, tendrá que hacer frente a una serie de retos adicionales, como el alabeo, la densidad no uniforme y otras cuestiones relacionadas.
¿Cómo evitar las rebabas en el moldeo por inyección?
En esta sección se destacarán las soluciones para evitar rebaba de moldeo por inyección.
- DFM
DFMo diseño para la fabricación, es esencial tanto para evitar como para reducir las rebabas. Por ejemplo, las normas de moldeo por inyección de plástico recomiendan colocar la línea de separación a lo largo del borde del componente en lugar de en una superficie plana. Esto se hace para mejorar la estética y la funcionalidad del objeto. De este modo, se oculta más fácilmente la costura y se minimiza la probabilidad de que se produzcan rebabas. El análisis DFM se está convirtiendo en una parte fundamental de los proyectos industriales de moldeo por inyección. En el moldeo por inyección, existen herramientas de software especializadas que pueden simular los resultados, representar las características del flujo y predecir dificultades comunes como la deformación, las rebabas y el flujo de calor. Estos dispositivos ya están disponibles para su uso.
- Reducción de la velocidad de inyección
El control de las variables del proceso es un método eficaz para minimizar la cantidad de rebabas producidas por el moldeo por inyección. La velocidad de inyección influye directamente en la viscosidad, la presión y la temperatura de la mezcla, factores que pueden generar rebabas. Dado que la mayoría de las variables del proceso están relacionadas con la velocidad de inyección, este suele ser el primer paso que dan los profesionales experimentados a la hora de abordar el problema de las rebabas.
- Especificación de un molde sin flash
El uso de un molde sin rebabas es un método eficaz, aunque costoso, para eliminar por completo las rebabas de los productos moldeados por inyección. Ofrece los mejores resultados, pero su elevado precio lo hace inadecuado para muchas aplicaciones y organizaciones.
- Limpieza de moho
La acumulación de suciedad, residuos y otras impurezas en el molde es una de las principales causas de desajustes en la línea de separación. Además, las micropartículas presentes en las pequeñas cavidades del molde pueden provocar un sobrellenado, lo que agrava los defectos generales del componente. Mantener el molde limpio y en buen estado puede ayudar a reducir la probabilidad de que se produzcan estos problemas y proporcionar los mejores resultados.
- Mantenimiento y mejora de procesos
El mantenimiento del molde y la mejora del proceso son fundamentales para obtener resultados consistentes y fiables. El tonelaje y la presión ejercidos por la abrazadera pueden, en ocasiones, dañar el molde, provocando deformaciones específicas que pueden dar lugar a numerosos defectos en los componentes.
Consejos: Otros Defectos en el moldeo por inyección
Conclusión
Esperamos que esta guía le ayude a comprender mejor el rebaba del moldeo por inyección y cómo tratarlo. Si invertir en herramientas sin rebaba no es una opción, o si ya está trabajando con un molde, puede lograr los resultados deseados perfeccionando el diseño de la pieza, organizando la limpieza o el mantenimiento del molde, consultando con su moldeador por inyección sobre posibles mejoras en el proceso o cambiando a una máquina diferente.









