फ्लैश सबसे अधिक बार होने वाली दोषों में से एक है। इंजेक्शन मोल्डिंग. प्लास्टिक की पतली परत तब बनती है जब दो अलग-अलग मोल्ड सतहें मिलकर एक सीमा बनाती हैं। इन स्थानों पर वृद्धि और अन्य विशेषताओं में अंतर हो सकता है, जो फ्लैश के जोखिम को बढ़ा सकता है। इंजेक्शन मोल्डिंग से फ्लैश का प्रबंधन एक सरल प्रक्रिया है, लेकिन इसके लिए अतिरिक्त संसाधनों की आवश्यकता होती है और यह प्रक्रिया की समग्र दक्षता को कम कर देती है। इसके अतिरिक्त, इंजेक्शन मोल्डिंग फ्लैश हटाना, जो फ्लैश को मैन्युअल या यांत्रिक रूप से हटाने की प्रक्रिया है, उत्पाद की गुणवत्ता पर हानिकारक प्रभाव डाल सकती है और मोल्ड को नुकसान पहुँचा सकती है, जिससे अतिरिक्त लागत और अन्य हानियाँ हो सकती हैं। इंजेक्शन मोल्डिंग का उपयोग करने वाले प्रोजेक्ट्स को फ्लैश दोषों को पूरी तरह से समाप्त करने पर विशेष ध्यान देना चाहिए।.

न्यूनतम करने के लिए इंजेक्शन मोल्डिंग फ्लैश, सबसे पहले समस्या की उत्पत्ति की पहचान करना आवश्यक है और फिर एक लक्षित रणनीति अपनाकर उन कारणों को प्रभावी ढंग से दूर करना चाहिए। इस आवश्यक मार्गदर्शिका में हम फ्लैश इंजेक्शन मोल्डिंग के कारणों और रोकथाम पर गौर करेंगे।.
सामग्री
मैं।. इंजेक्शन मोल्डिंग फ्लैश क्या है?
द्वितीय।. इंजेक्शन मोल्डिंग में फ्लैश क्या पैदा करता है?
III. इंजेक्शन मोल्डिंग में फ्लैश से कैसे बचें?
चतुर्थ. निष्कर्ष
इंजेक्शन मोल्डिंग फ्लैश क्या है?
आप सोच रहे होंगे कि एक क्या है फ्लैश इंजेक्शन मोल्डिंग में है।. खैर, आपने सही पृष्ठ पर आकर सही कदम उठाया है।.
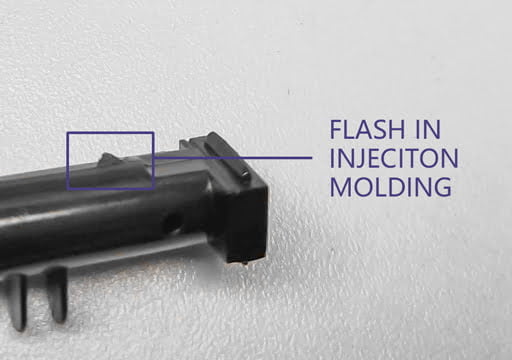
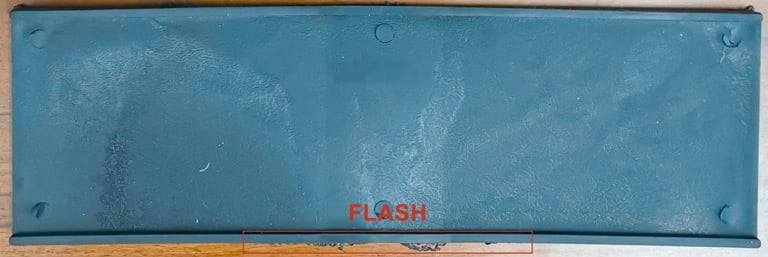
द दोष इंजेक्शन मोल्डिंग फ्लैश के रूप में जाना जाता है, यह तब होता है जब किसी घटक पर पार्टिंग लाइन पर, मोल्ड के किनारे पर, या किसी अन्य स्थान पर जहाँ विभिन्न आकार और क्षेत्र मिलते हैं, अतिरिक्त प्लास्टिक होता है। फ्लैशिंग अक्सर प्लास्टिक मोल्डिंग की विभाजन रेखा पर सबसे आम घटना होती है। फिर भी, इसका प्रभाव क्षेत्र के अन्य हिस्सों तक भी फैला होता है। चाहे वे कहीं भी हों, इसका कोई फर्क नहीं पड़ता क्योंकि कारण और प्रभाव हमेशा समान ही होते हैं।.
उद्योग में अधिकांश निर्माता मोल्डेड घटकों में मौजूद फ्लैश की मात्रा को काफी कम कर देते हैं, लेकिन इसे पूरी तरह समाप्त नहीं करते। मुख्य विचार पूरी इंजेक्शन मोल्डिंग प्रक्रिया की लागत है। फ्लैश-रहित मोल्ड्स के साथ एक महत्वपूर्ण मूल्य प्रीमियम जुड़ा होता है, फिर भी अधिकांश व्यवसाय मूल्य, गुणवत्ता और सौंदर्यशास्त्र के बीच संतुलन प्राप्त कर सकते हैं।.
हालांकि मोल्डिंग प्रक्रिया का एक सामान्य घटक माना जाता है कि कुछ मात्रा में फ्लैश हो, अत्यधिक फ्लैश भागों की सतह की गुणवत्ता को नुकसान पहुंचा सकता है और उनके बैठने, मिलान या असेंबली में बाधा डाल सकता है। यह इसलिए है क्योंकि फ्लैश मोल्डिंग प्रक्रिया का एक उप-उत्पाद है।.
इंजेक्शन मोल्डिंग में फ्लैश क्या पैदा करता है?
यह अनुभाग इंजेक्शन मोल्डिंग फ्लैश के कुछ प्रमुख कारणों की समीक्षा करेगा।.
· विभाजन रेखा का मेल न होना
धूल और गंदगी जैसे पर्यावरणीय प्रदूषक, जो साँचे को खुला रख सकते हैं, पार्टिंग लाइन के मेल न होने का एक प्रमुख कारण हैं। इससे अतिरिक्त सामग्री बाहर निकल जाती है, जिससे फ्लैश दोष उत्पन्न होता है। इसके अतिरिक्त, साँचे में दोष भी इस समस्या का कारण हो सकते हैं। निरंतर उपयोग के परिणामस्वरूप, ये समस्याएँ अक्सर और अधिक प्रचलित हो जाती हैं।.
विभाजन रेखा में असंगति के कारण फ्लैशिंग उम्र बढ़ने या घिसे-पिटे उपकरणों से होने वाले रिसाव के कारण हो सकती है। भले ही आपके पास सही मोल्ड हो और आपने अशुद्धियों के लिए परीक्षण कर लिया हो, फिर भी यदि क्लैंपिंग दबाव ठीक से नियंत्रित नहीं है या फॉर्म बहुत जटिल हैं, तो फ्लैशिंग हो सकती है। गुहाएँ और अन्य जटिल विशेषताएँ आपके मोल्ड पर पड़ने वाले कुल दबाव को बढ़ा सकती हैं, जिससे कुछ क्षेत्रों में रिसाव और दोष उत्पन्न हो सकते हैं।.
· प्रक्रिया के दौरान अनुचित वेंटिंग
इंजेक्शन मोल्डिंग एक जटिल प्रक्रिया है जिसमें तापमान, दबाव, वायु के बुलबुले और अन्य विशेषताओं सहित विभिन्न कारकों पर ध्यान देना आवश्यक होता है। उदाहरण के लिए, फँसे हुए वायु के बुलबुलों का होना किसी भी में एक महत्वपूर्ण दोष है। इंजेक्शन मोल्डिंग डिजाइन, क्योंकि ये घटक की यांत्रिक कार्यक्षमता और भार वहन क्षमता को प्रभावित कर सकते हैं। इसी तरह, इंजेक्शन-मोल्डेड घटकों के लिए एक तापमान सीमा होती है जो इष्टतम निर्माण की अनुमति देती है। इन घटकों के सही ढंग से काम करते रहने के लिए वेंट्स आवश्यक हैं। किसी भी समस्या के परिणामस्वरूप अनेक दोष उत्पन्न होंगे, और फ्लैशिंग उनमें से एक है।.
· कम क्लैंपिंग दबाव
पैकिंग और भंडारण प्रक्रियाओं के दौरान फ्लैश हो सकता है। पैकिंग प्रक्रिया के दौरान शीतलन प्रक्रिया के दौरान होने वाली सामग्री संकुचन को ध्यान में रखा जाता है। सबसे सरल विधि यह है कि आवश्यक से अधिक मात्रा में इंजेक्ट किया जाए, जबकि होल्डिंग प्रक्रिया पूरे सिस्टम में दबाव संतुलन बनाए रखती है जब तक कि इसे ठंडा नहीं किया जा सके।.
दोनों ही मामलों में क्लैंपिंग दबाव को सटीक रूप से परिभाषित किया जाना चाहिए। अनुचित क्लैंपिंग बल विभाजन रेखा को बाधित कर सकता है, जिससे आने वाला द्रव निकल सकता है और फ्लैशिंग हो सकती है।.
· स्प्रू बुशिंग समस्या
स्प्रू बुशिंग्स मोल्ड का एक महत्वपूर्ण घटक हैं क्योंकि ये पिघले हुए प्लास्टिक के प्रवाह को मोल्ड कक्ष में निर्देशित करते हैं। समय के साथ, ये इंजेक्शन दबाव की शक्ति का सामना करने के लिए आवश्यक समर्थन खो सकते हैं, जिससे उनकी कार्यक्षमता में कमी आ सकती है। इन मामलों में, आप जो इंजेक्शन-मोल्डेड घटक खरीदते हैं उनमें दोष होंगे, जिनमें फ्लैशिंग सबसे आम है।.
· स्यानता
प्रक्रिया चरण के अलावा, प्रक्रिया और प्रवाह विशेषताओं के आधार पर कुछ अन्य चर इंजेक्शन मोल्डिंग फ्लैश उत्पन्न कर सकते हैं। किसी द्रव की प्रवाह क्षमता को उसकी सान्द्रता (विसकोसी) कहा जाता है, और यह गुण इंजेक्शन मोल्डिंग प्रक्रिया के लिए अत्यंत महत्वपूर्ण है। यदि पिघले हुए द्रव की सान्द्रता कम हो, तो वह आसानी से साँचे से बाहर बह जाएगा और फ्लैश के रूप में दोष दिखाएगा।.
· बैरल और नोजल का तापमान
दबाव के अलावा, अन्य कारक चिपचिपापन बढ़ाते हैं और इस प्रकार आपके इंजेक्शन-मोल्डेड उत्पाद में फ्लैश की वृद्धि होती है। बैरल और नोजल का तापमान भी इस पर प्रभाव डालता है। तापमान बढ़ने से चिपचिपापन कम होने के कारण द्रव अधिक लीक होने की संभावना होती है, जिससे इंजेक्शन मोल्डिंग फ्लैश की संभावना बढ़ जाती है।.
· ओवर-फिल या मीटरिंग
किसी भी इंजेक्शन मोल्डिंग विन्यास पर आकार और आकृति के आधार पर प्रतिबंध लागू होंगे। यदि मोल्ड में अत्यधिक पिघला हुआ प्लास्टिक हो, तो इंजेक्शन दबाव अनिवार्य रूप से क्लैंपिंग दबाव से अधिक हो जाएगा, जिससे रिसाव होगा। परिणामस्वरूप, फ्लैश और अन्य दोषों की संभावना बढ़ जाती है। हालांकि, फीड पैरामीटर को संशोधित करते समय सावधानी बरतनी चाहिए क्योंकि प्लास्टिक ठंडा होने पर सिकुड़ता है, और आप नहीं चाहेंगे कि इंजेक्शन मोल्डिंग प्रक्रिया शॉर्ट शॉट का कारण बने, जिससे उत्पाद अधूरा रह जाए।.
· उच्च दबाव
प्रक्रिया के दौरान मौजूद दबाव फ्लैश के बढ़े हुए जोखिम में योगदान देने वाले प्रमुख कारकों में से एक है। मूलभूत भौतिकी के अनुसार, सीमित स्थान में दबाव बढ़ने से तापमान और प्रवाह दोनों गुणधर्मों में वृद्धि होती है। बढ़े हुए दबाव और उसके परिणामस्वरूप चिपचिपापन में वृद्धि कई अवांछनीय परिणामों का कारण बन सकती है, जिनमें फ्लैश भी शामिल है। इनमें से एक परिणाम फ्लैश के कारण होता है।.
· अतिरिक्त पैकिंग
इंजेक्शन-मोल्डेड वस्तुएँ डिज़ाइन चुनौतियों और मोल्ड में शक्तिशाली मार्ग विशेषताओं के कारण फ्लैश के प्रति संवेदनशील हो सकती हैं। यहां तक कि थोड़ी मात्रा में जमी हुई पिघली हुई धातु भी सीमित स्थानों में सामग्री के प्रवाह को बाधित कर सकती है। परिणामस्वरूप, मोल्ड के अंदर तीव्र दबाव उत्पन्न होता है। उत्पन्न समस्याएँ केवल फ्लैश तक सीमित नहीं रहतीं। हालांकि, आपको विकृति, असमान घनत्व और कई अन्य संबंधित चिंताओं जैसी कई अतिरिक्त चुनौतियों से भी निपटना होगा।.
इंजेक्शन मोल्डिंग में फ्लैश से कैसे बचें?
यह अनुभाग बचने के लिए समाधानों को उजागर करेगा। इंजेक्शन मोल्डिंग फ्लैश.
· डीएफएम
डीएफएम, या निर्माण के लिए डिजाइन, फ्लैश की रोकथाम और कमी दोनों के लिए आवश्यक है। उदाहरण के लिए, प्लास्टिक इंजेक्शन मोल्डिंग के नियम भाग की रेखा को समतल सतह पर रखने के बजाय घटक के किनारे पर रखने की वकालत करते हैं। यह वस्तु की सौंदर्य और कार्यक्षमता को बढ़ाने के लिए किया जाता है। यह सीम को छिपाना आसान बनाता है और फ्लैश की संभावना को कम करता है। डीएफएम विश्लेषण औद्योगिक इंजेक्शन मोल्डिंग परियोजनाओं का एक मौलिक हिस्सा बनता जा रहा है। इंजेक्शन मोल्डिंग में, विशेष सॉफ्टवेयर उपकरण परिणामों का अनुकरण कर सकते हैं, प्रवाह विशेषताओं को दर्शा सकते हैं, और विकृति, फ्लैश, और ऊष्मा प्रवाह जैसी सामान्य कठिनाइयों की भविष्यवाणी कर सकते हैं। ये उपकरण अब उपयोग के लिए उपलब्ध हैं।.
· इंजेक्शन दर को धीमा करना
प्रक्रिया चरों को नियंत्रित करना इंजेक्शन मोल्डिंग से उत्पन्न फ्लैश की मात्रा को कम करने का एक प्रभावी तरीका है। इंजेक्शन दर मिश्रण की सान्द्रता, दबाव और तापमान पर सीधा प्रभाव डालती है, ये सभी फ्लैश उत्पन्न करने की क्षमता रखते हैं। चूंकि प्रक्रिया के अधिकांश चर इंजेक्शन दर से जुड़े होते हैं, इसलिए फ्लैश से निपटने में अनुभवी पेशेवर अक्सर इसी पहले कदम का सहारा लेते हैं।.
· एक फ्लैश-फ्री साँचे का विनिर्देशन
फ्लैश-फ्री मोल्ड का उपयोग इंजेक्शन-मोल्डेड उत्पादों से फ्लैश को पूरी तरह से खत्म करने का एक प्रभावी, यद्यपि महंगा, तरीका है। यह सर्वोत्तम परिणाम प्रदान करता है, लेकिन इसकी उच्च कीमत इसे कई अनुप्रयोगों और संगठनों के लिए अनुपयुक्त बना देती है।.
- साँचे की सफाई
मोल्ड में मिट्टी, मलबे और अन्य अशुद्धियों का जमाव विभाजन रेखा में असंगति का मुख्य कारण है। इसके अतिरिक्त, सूक्ष्म मोल्ड गुहाओं में मौजूद माइक्रोपार्टिकल्स ओवरपैकिंग को बढ़ावा दे सकते हैं, जिससे घटक की समग्र खामियाँ और बढ़ जाती हैं। एक स्वच्छ और अच्छी तरह से रखरखाव किया गया मोल्ड इन समस्याओं की संभावना को कम करने में मदद कर सकता है और सर्वोत्तम परिणाम प्रदान कर सकता है।.
· रखरखाव और प्रक्रिया सुधार
साँचे का रखरखाव और प्रक्रिया में सुधार सुसंगत और विश्वसनीय परिणाम प्राप्त करने के लिए अत्यंत महत्वपूर्ण है। क्लैंप द्वारा लगाए गए टन भार और दबाव कभी-कभी साँचे को क्षति पहुँचा सकते हैं, जिससे विशिष्ट विकृतियाँ उत्पन्न होती हैं जो कई घटकों में दोष का कारण बन सकती हैं।.
सुझाव: अन्य इंजेक्शन मोल्डिंग दोष
निष्कर्ष
हम आशा करते हैं कि यह मार्गदर्शिका आपको इंजेक्शन मोल्डिंग फ्लैश और उससे निपटने के तरीकों की बेहतर समझ देगी। यदि फ्लैश-रहित टूलिंग में निवेश करना संभव नहीं है, या आप पहले से ही किसी मोल्ड के साथ काम कर रहे हैं, तो आप अपने पार्ट डिज़ाइन को परिष्कृत करके, मोल्ड की सफाई या रखरखाव की व्यवस्था करके, संभावित प्रक्रिया सुधारों के बारे में अपने इंजेक्शन मोल्डर से परामर्श करके, या किसी अन्य मशीनरी का उपयोग करके इच्छित परिणाम प्राप्त कर सकते हैं।.









