En el diseño de moldes de plástico, la creación de holguras estratégicas es crucial para el perfecto funcionamiento y montaje de los distintos componentes. Este proceso garantiza que, durante la fase de diseño, las holguras se tengan en cuenta con precisión, lo que facilita un mecanizado y un montaje eficaces por parte del fabricante de moldes. Pero, ¿cuáles son los componentes específicos del diseño de moldes de plástico que requieren dicha holgura?
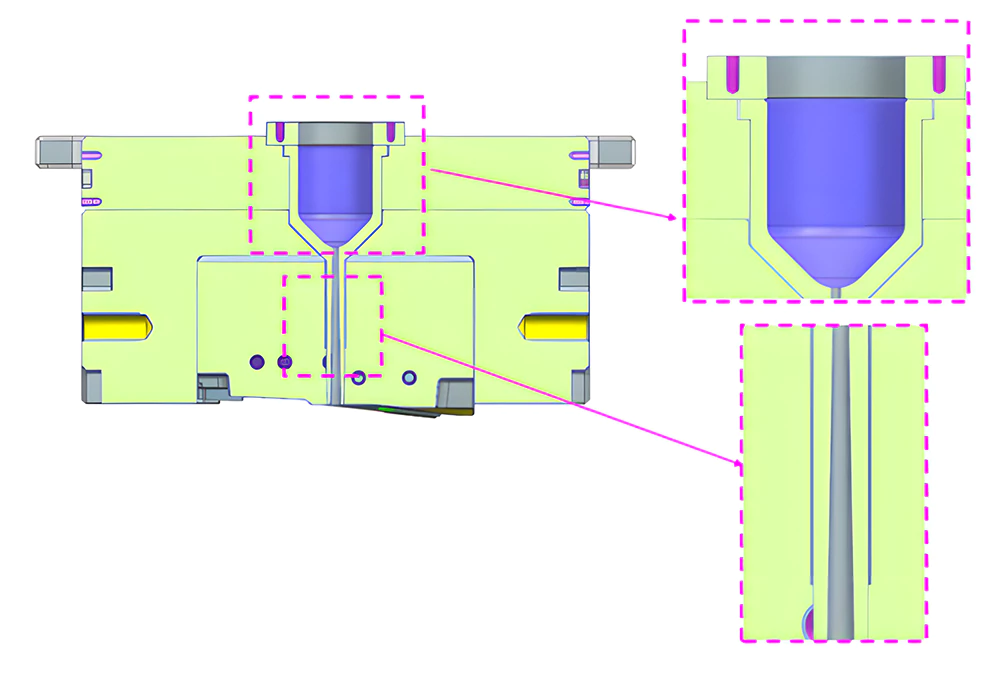
Brida y casquillo del bebedero
En el diseño del molde, la brida debe tener una holgura unilateral de 0,1 mm con la placa de sujeción superior. El casquillo del bebedero debe tener una holgura unilateral de 0,5 mm con su placa de montaje y la base del molde, como se muestra en el diagrama. Además, se reserva una holgura de 20 mm para el casquillo del bebedero dentro de la cavidad del molde con fines de sellado.
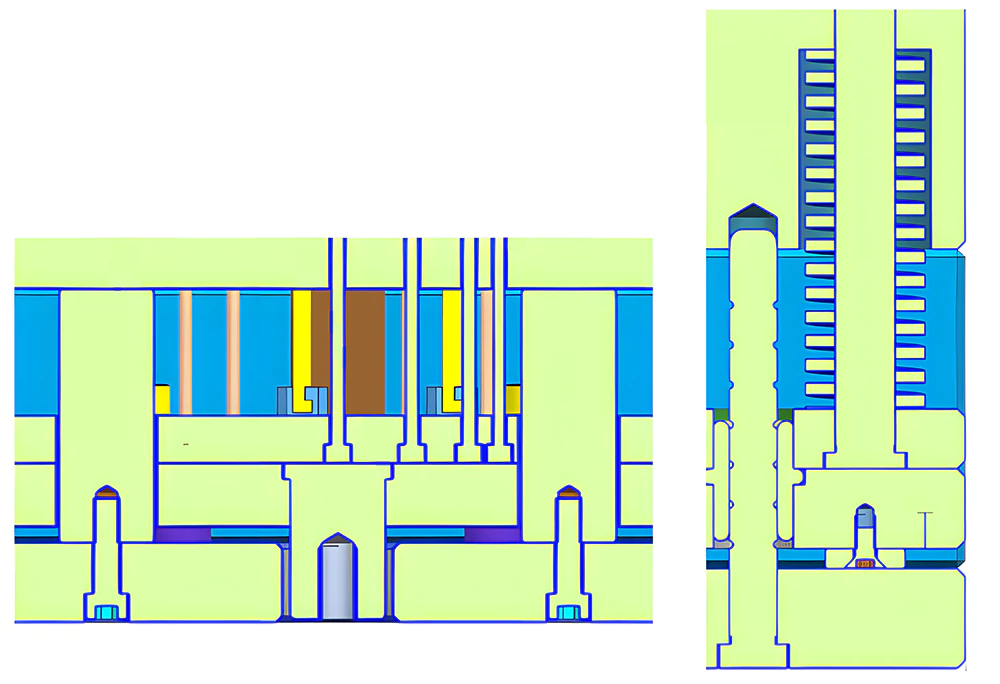
Pilares de soporte y componentes eyectores
El pilar de apoyo, los bloques expulsores y los orificios para muelles siguen estas normas de holgura: Para los pilares de soporte con un diámetro inferior a 50 mm, se necesita una holgura unilateral de 2 mm. Para los de más de 50 mm de diámetro, se necesita una holgura de 3 mm. Los orificios pasantes del pasador del eyector en la placa B y en la placa de retención del eyector requieren una holgura unilateral de 0,5 mm. Los orificios de los muelles en la placa B deben tener una holgura de 0,5-1mm.
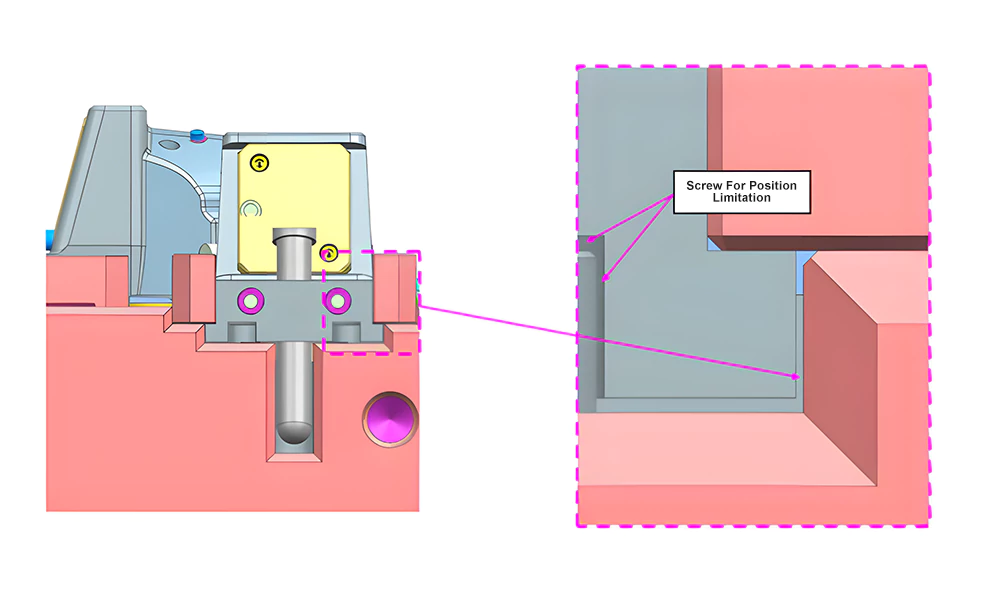
Pasadores de ángulo de deslizamiento y bloques de bloqueo de deslizamiento
El pasador de ángulo deslizante debe tener una holgura unilateral de 0,5 mm con su orificio correspondiente. Si el pasador se extiende dentro de la placa B, es necesaria una holgura de 2 mm. El bloque de bloqueo de la corredera debe mantener un ajuste deslizante con la placa B, con una holgura unilateral de 0,5 mm. Los tornillos de tope deben tener una holgura de 1 mm en ambos lados y de 2 mm en la parte superior con el bloque de bloqueo de la corredera.
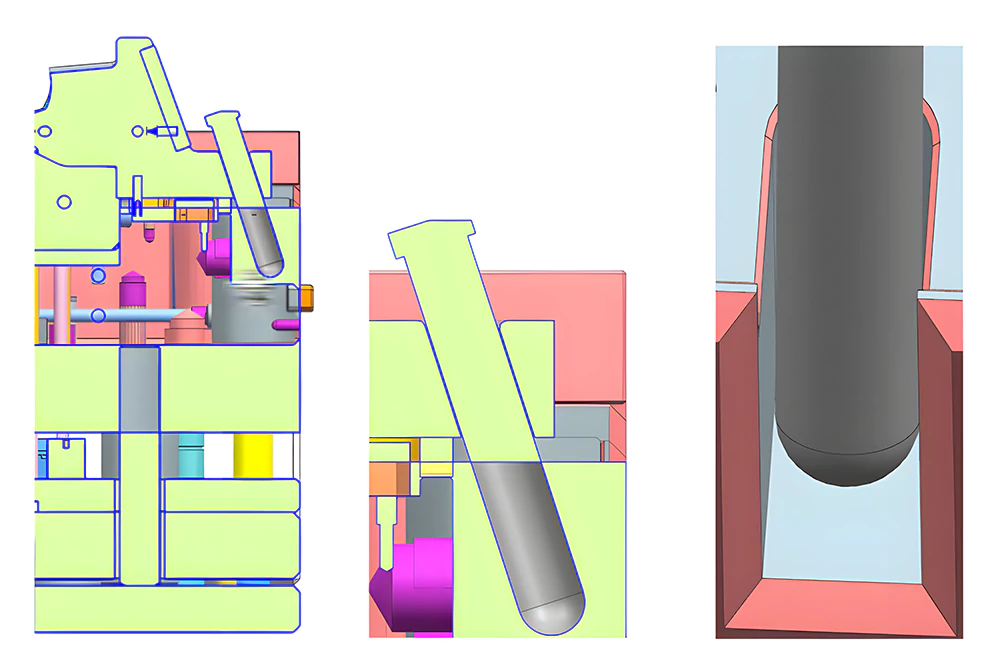
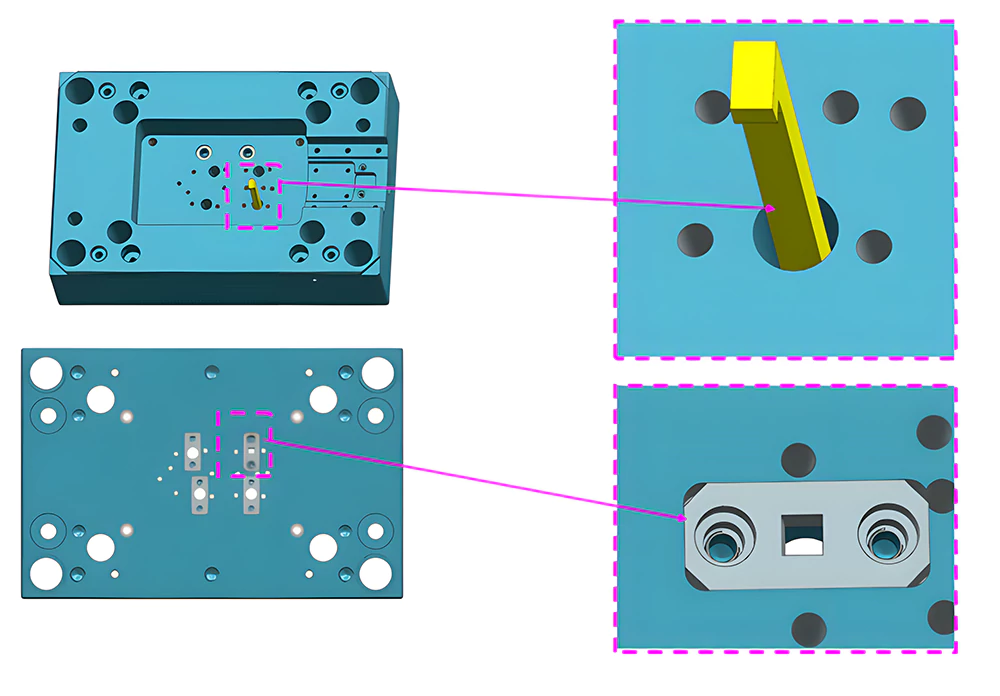
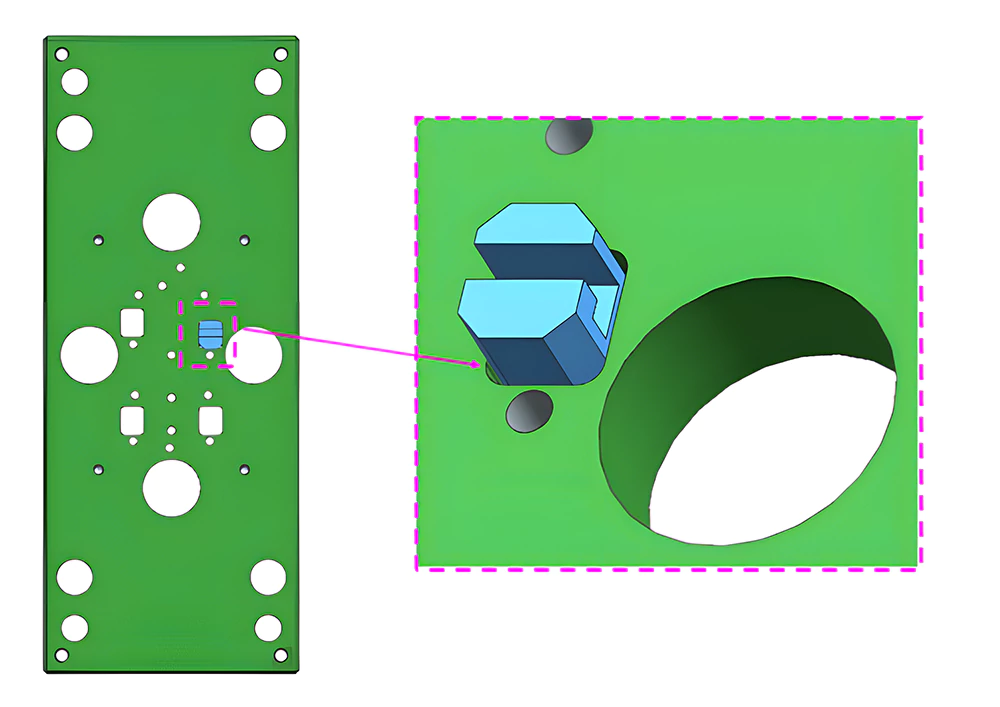
Eyectores en ángulo y placas de molde
Los eyectores acodados suelen utilizar orificios redondos cortados con alambre o fresados para la holgura con la placa B. Los bloques guía para estos eyectores, a menudo fabricados en bronce, utilizan un ángulo en C con esquinas redondeadas para la holgura con la placa B. Este método facilita el mecanizado CNC. Este método facilita el mecanizado CNC.
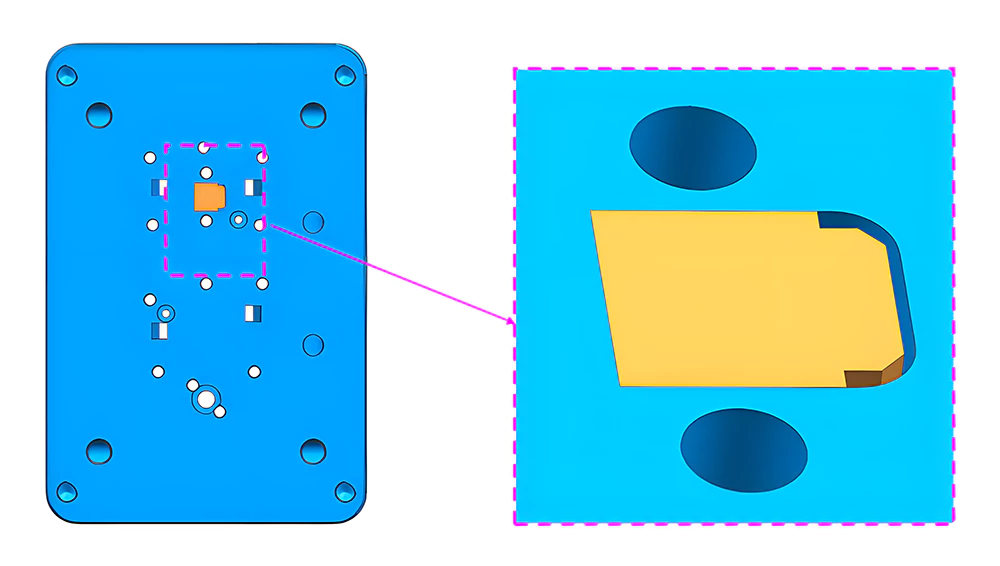
Espacio entre la placa y la base del molde
Los tornillos de la placa del molde deben tener una holgura unilateral de 0,5 mm con la base del molde. La misma holgura se aplica a los tornillos de bloqueo del núcleo con el núcleo del molde, y a los pequeños manguitos de la barra de unión con la placa del molde. Cuando diseñe insertos, asegúrese de que tienen una holgura unilateral de 2 mm con esquinas redondeadas para facilitar el mecanizado CNC y el montaje.
Conclusión
La holgura estratégica en el diseño de moldes es un aspecto crítico que garantiza el buen funcionamiento y la longevidad del molde. Una holgura adecuada evita el desgaste de los componentes y facilita el mecanizado y el montaje, lo que contribuye a la eficacia y la calidad generales del proceso de fabricación de moldes.









