Si vous êtes nouveau dans le monde de la moulage par injection Dans le secteur de la production, le terme "bague de carotte" peut prêter à confusion. En termes simples, il s'agit d'un composant utilisé dans le cadre de la production. machines de moulage par injection qui joue un rôle essentiel dans la production.
Mais il y a plus à découvrir sur le fonctionnement de la bague de carotte et sur ce qu'il faut prendre en compte pour garantir les meilleurs rendements de production lors de l'utilisation de la bague de carotte. Êtes-vous curieux de connaître ces détails ? Alors, allons-y et apprenons tout ce qu'il faut savoir sur les traversées de carotte, n'est-ce pas ?
Qu'est-ce qu'une bague de carotte ?
Les bagues de carotte sont des composants internes de la carotte. Elles sont fabriquées en acier trempé et permettent d'accueillir une buse d'extrusion. Les bagues de carotte offrent l'ouverture nécessaire pour que le plastique en fusion soit transféré dans sa cavité de moulage respective. Ces composants contribuent à rendre la carotte plus rigide et à raccourcir les périodes de refroidissement. Les carottes doivent être robustes, car les cueilleurs et autres robots industriels ramassent les pièces moulées lorsqu'elles sont prêtes à être enlevées.

Les bagues de carotte ont une forme et une taille similaires à celles des boulons. Comme elles sont destinées à faciliter la fixation de la carotte, elles sont fixées à l'aide de deux boulons afin de garantir que la carotte ne se sépare pas pendant les périodes de forte pression d'injection. Les bagues de carotte sont fabriquées à partir d'un matériau de déformation à chaud. acier SKD61 et présentent des qualités de résistance à la chaleur et à l'usure.
Les bagues de carotte sont souvent fabriquées en acier trempé ou en alliage à base de cuivre. Dans certains cas, ils peuvent être revêtus de carbure pour améliorer la résistance à l'usure et à la corrosion et accélérer la transmission de la chaleur. Les bagues de carotte revêtues de carbure peuvent être extrêmement utiles lorsque l'on travaille avec des résines abrasives.
Leur rôle principal est d'empêcher les fuites de matière plastique pendant le processus de moulage par injection. Pour ce faire, nous devons dimensionner correctement les bagues de carotte pour qu'elles fonctionnent avec la gorge d'alimentation. Généralement, la gorge d'alimentation est construite comme un chanfrein R. Le rayon sphérique de la carotte du moule, ou SR, doit être supérieur d'un à deux millimètres au rayon sphérique de la buse d'injection.
Lire aussi : Identifier et corriger les courts-circuits - un problème courant lors du moulage par injection
Comment cela fonctionne-t-il ?
Au début du processus de moulage par injection, la matière plastique qui sera utilisée est pompée dans la douille de la carotte. De là, elle se déplace à travers les canaux qui transportent le plastique fondu vers différents points du moule. Lorsqu'il atteint l'extrémité de ces canaux, le moule est terminé. Les glissières mènent finalement aux portes, qui sont de petites ouvertures qui acheminent la matière plastique dans les cavités du moule où le produit final est fabriqué. Les portes sont situés à l'extrémité du système de couloirs.
La bague de carotte est essentielle, car elle permet de s'assurer que les cavités du moule sont remplies de manière efficace et uniforme. Elle aide à gérer le débit et la pression du plastique fondu, évitant ainsi les problèmes tels que les poches d'air et le remplissage partiel en garantissant le maintien d'une pression adéquate. En outre, les douilles de coulée peuvent être dotées d'autres caractéristiques, telles que le contrôle de la température, destinées à contribuer au maintien de conditions de traitement idéales.
Au cours du processus d'ouverture du moule, le système de carotte et de canal et la douille de carotte sont normalement séparés du produit final et retirés avant l'ouverture du moule. Cette opération a lieu une fois que la matière plastique a refroidi et s'est figée à l'intérieur du moule. Le produit peut ainsi être extrait du moule dans un état impeccable.
En conclusion, une douille de coulée est un composant utilisé dans le moulage par injection et sert de conduit au plastique liquide pour pénétrer dans la cavité du moule. Ce composant est également connu sous le nom de bague de carotte. Il s'agit d'un élément important du processus de moulage par injection, qui permet de garantir que le moule est correctement rempli de matière.
Les types de bagues de carotte :
Il existe deux types courants de bagues de carotte utilisés dans le moulage par injection. Ces types sont les suivants :
● Douille de la carotte froide :
A douille de coulée à froid n'est pas chauffée et produit une carotte qui doit être retirée au cours d'une opération secondaire. Ce type de bague est inséré dans un moule et aide à former un canal entre la buse de la machine de moulage et la chambre du moule. Le rayon sphérique et l'ouverture du trou en forme de O sont les deux dimensions les plus importantes de la buse de la carotte froide.
● Douille de la carotte chaude :
Comme la carotte froide, la carotte chaude est placée dans le moule. Toutefois, ces bagues offrent un chemin chaud entre la chambre de moulage et la buse du moule. En outre, un élément chauffant logé dans la douille permet de maintenir la résine ou le plastique fondu à une température élevée lors de son passage.

Conception et fonctionnement :
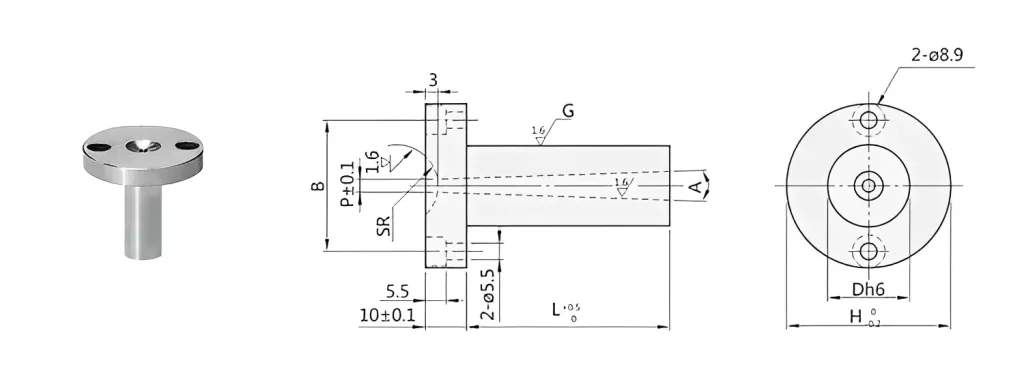
Les bagues de carotte ont normalement un rayon sphérique de 0,50″ ou 0,75″. Des bagues de type plat avec une surface plane plutôt qu'un rayon de buse sont également disponibles. Les acheteurs doivent également spécifier plusieurs autres dimensions, notamment :
● La longueur de la tige :
Commencez à mesurer la longueur de la tige depuis le dessous de la tête de la douille de la carotte jusqu'à l'extrémité de la douille. Comme pour la mesure de la longueur totale, cette dimension n'inclut pas la buse.
● Diamètre de l'embout :
Le diamètre du trou d'entrée sur le siège de la buse est décrit par le diamètre de maintien de la pointe, également connu sous le nom de diamètre "O". Cette mesure est également connue sous le nom de "diamètre de l'obturateur" ou potentiellement de "diamètre du passage de la matière fondue". Cette mesure, quel que soit le nom qu'on lui donne, est en fait la prise qui relie l'extrémité de la buse à l'endroit où le matériau pénètre dans le manchon de la carotte.
● La longueur totale :
Lors de la mesure de la longueur totale de la douille de coulée, il convient de la mesurer du début à la fin, à l'exclusion de la mesure de la buse.
Lire aussi : L'importance de la conception et de l'emplacement de la carotte dans le moulage par injection
Problèmes courants liés à l'utilisation des bagues de carotte :
Il est essentiel de savoir ce qui peut se passer avec les bagues de carotte et les types de problèmes qu'elles peuvent créer pour comprendre la fonction de ces composants.
Il est essentiel de savoir comment identifier et résoudre les problèmes de traversée de carotte dans l'atelier de production afin d'éviter les problèmes de traitement et d'améliorer les temps de cycle, deux objectifs clés de tout processus de production. C'est pourquoi il est important de savoir comment détecter et résoudre les problèmes liés aux bagues de carotte.
Questions relatives à l'état de surface :
Lors de l'inspection de la bague de carotte, vérifiez qu'il n'y a pas de rouille, de rayures, de piqûres ou d'autres marques d'usinage. Si l'une de ces irrégularités est présente dans l'alésage de la bague de carotte, la carotte peut être obstruée dans la bague. Bien que des piqûres provoquées par des matériaux corrosifs ou abrasifs puissent être en cause, la plupart de ces situations sont dues à des erreurs humaines ou à un mauvais entretien de la machine.
Lorsque quelqu'un essaie de retirer une carotte logée dans une douille, cette situation courante entraîne des rayures internes et des bords roulés.
L'approche conventionnelle, qui consiste à utiliser une tige de laiton pour faire sortir la carotte du côté du siège de la buse, peut potentiellement présenter un problème car il est difficile de manipuler la tige dans cette position.
Dans ce cas, il est possible de remédier au problème en chauffant une vis en laiton avec du propane ou un chalumeau à gaz MAP, puis en l'insérant dans la carotte à travers le plan de joint du moule. Cela devrait permettre d'obtenir le résultat souhaité.
Une pince en laiton permet d'extraire la carotte une fois qu'elle est refroidie à la température appropriée. Les carottes pouvant être assez coûteuses, il est recommandé d'éviter l'utilisation d'instruments en acier trempé, tels que les vis, les tournevis, les différentes sortes de pinces et les pinces coupantes.
Des questions qui s'amenuisent :
Les carottes moulées doivent être légèrement rétractées afin d'éviter qu'elles ne se bloquent dans la douille. Le type de matériau utilisé pour la fabrication et le degré d'empaquetage ont une incidence directe sur le degré de rétraction.
Si vous n'utilisez pas un matériau de moulage avec une épaisseur peu profonde, vous pouvez utiliser un matériau de moulage avec une épaisseur faible. rétrécissement Si l'on tient compte de ce facteur, l'obtention d'un taux de rétraction approprié ne devrait pas poser de problème. Les matériaux amorphes densément chargés de charges et les polymères à cristaux liquides (PCL) sont deux types de matériaux qui peuvent entrer dans cette catégorie.
D'autre part, la contraction peut devenir un problème lorsque le moulage tasse trop de matière sur la carotte et l'empêche de se rétracter de manière appropriée. Ce phénomène se produit fréquemment lorsque la pression de tassement demeure pendant une longue période après la congélation des portes.
En outre, la carotte peut être trop tassée si l'orifice de la carotte est encore liquide lors d'une récupération hâtive de la carotte ou si une forte contre-pression est utilisée pour incorporer un colorant. En revanche, la carotte est en train d'être récupérée, ce qui peut entraîner une surcharge de la carotte.
Une autre circonstance qui peut entraîner un retrait progressif est celle où la douille du moule ne reçoit pas un refroidissement suffisant bien que la période du cycle soit assez rapide.
Problème de siège de buse
Au début de chaque processus, il est essentiel de procéder à une inspection visuelle de la buse à douille. Au cours de cette inspection, les travailleurs doivent rechercher tout signe de dysfonctionnement probable, tel que des bords roulés, des copeaux, des fissures, des bavures, des bosses, du plastique, des accumulations de résidus, etc.
Après chaque cycle de fabrication, le siège de la buse doit également être examiné à des fins d'assurance qualité. Il est alors plus facile de déterminer si la pièce doit être réparée pendant que le moule est encore disponible.
En ce qui concerne les réparations des sièges de buses, les deux méthodes les plus fréquemment utilisées sont les outils de rechargement et les fraises au carbure. Avant d'utiliser des fraises au carbure pour la première fois, il est nécessaire de vérifier le rayon de l'arête de coupe.
Bien que les fraises ne soient pas toujours construites avec la tolérance appropriée, il est essentiel de vérifier que la dimension du rayon du siège de la buse de la carotte est exacte afin d'éviter tout problème. Lors de l'usinage des sièges de la bague de carotte, l'utilisation d'un EDM rotatif peut contribuer à réduire le risque de fuite de plastique fondu ou de retour de chariot.
L'utilisation d'une finition par pointillés est une autre bonne méthode pour s'assurer que tout dommage futur sera rapidement repéré et réparé.
Conclusion :
Les bagues de carotte sont indispensables à la fabrication, car elles facilitent l'écoulement des matériaux en fusion depuis le tuyau d'injection jusqu'à la cavité du moule. Même s'ils ne sont qu'un élément d'une machine plus grande, ils doivent faire l'objet d'un suivi attentif et d'un entretien compétent.
Il est donc essentiel, pour garantir le succès du processus de fabrication, d'avoir une connaissance approfondie des nombreux composants et aspects qui contribuent à leur bon fonctionnement.
Vous avez d'autres questions sur douille de carotte? N'hésitez pas à demander l'avis de nos experts à Prototool.com.









