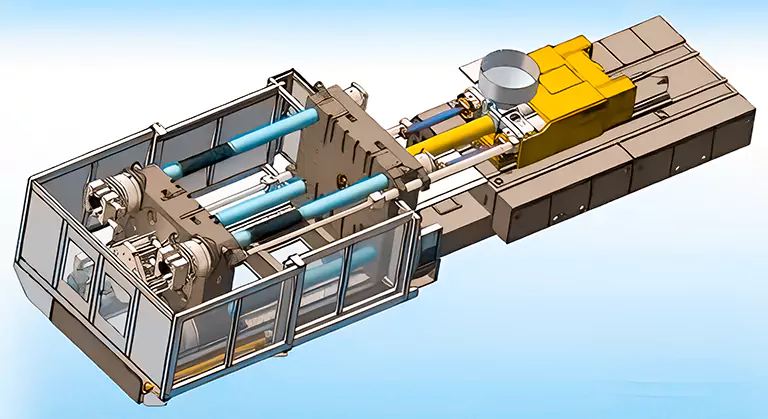
Vous envisagez d'acheter un machine de moulage par injection qui réponde à toutes vos exigences de production ? C'est la première fois que vous vous lancez dans la production en achetant une machine de moulage par injection pour votre installation de production ? Dans ce cas, il est important de connaître les éléments importants de la machine et de savoir comment les prendre en compte lors de l'achat. Cela dit, une machine de moulage par injection se compose d'une unité de fermeture, d'une unité d'injection et d'un banc de machine. En règle générale, les différentes unités de fermeture que l'on trouve dans ces machines fonctionnent et offrent différents types de qualité de production. Quelle machine constitue donc un investissement rentable avec une unité de fermeture efficace ?
Cela n'est possible que si vous savez ce qu'est une unité de fermeture, ce qu'elle fait et quelles sont les caractéristiques à prendre en compte pour en choisir une. Ce blog vous aidera à tout découvrir, alors continuez à lire pour en savoir plus sur l'unité de fermeture.
Qu'est-ce qu'une unité de fermeture ?
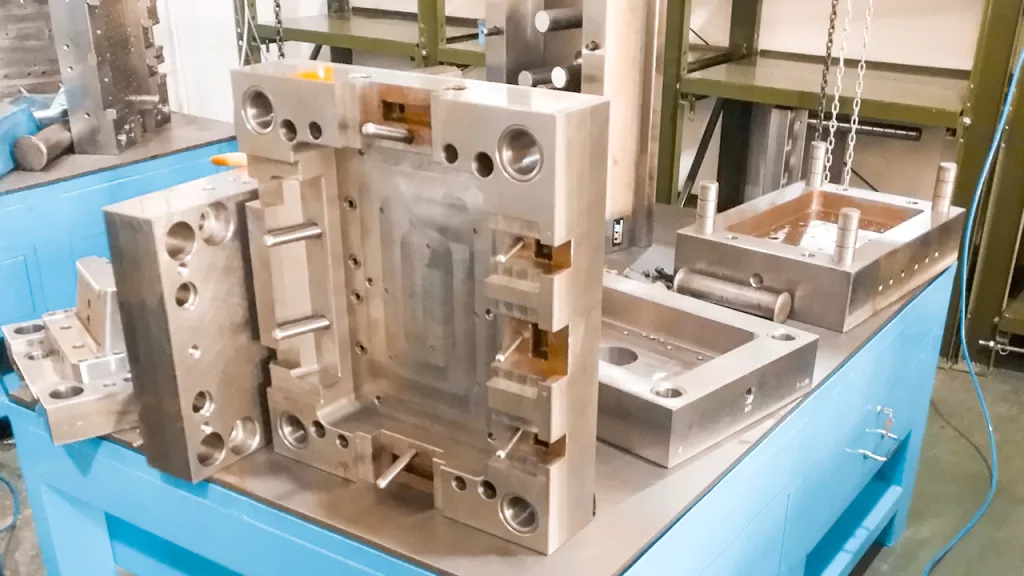
Les dispositifs de serrage maintiennent le moule fermé contre les pressions créées lorsque la pression d'injection tire le plastique dans le moule fermé. En conséquence, le force de serrage doit être au moins équivalente à la force d'injection.
Voyons maintenant plus en détail l'importance et l'utilisation d'une unité de fermeture.
Importance d'une unité de fermeture :
Le mécanisme de fermeture est l'un des facteurs les plus importants dans la fabrication de produits de haute qualité par moulage par injection. En fait, le mécanisme de fermeture du double pivot à cinq points est plus couramment utilisé dans les machines de moulage par injection de matières plastiques à grande vitesse.
Grâce à une analyse dynamique multi-corps, cette recherche vise à améliorer les performances d'un mécanisme de serrage à cinq points et à double bascule. Ce travail fournit également des instructions et des connaissances claires pour développer le système de serrage dans une machine de moulage par injection qui peut appliquer différentes forces de serrage.
Dans le cadre de cette étude, le calcul théorique a été abordé en premier lieu, suivi de la validation du modèle de calcul. En outre, les forces de serrage affectent les dimensions primaires, telles que l'épaisseur de la plaque mobile et de la plaque fixe, le diamètre de la barre d'ancrage et la section transversale moyenne de la liaison, qui ont été étudiées théoriquement et numériquement.
En outre, selon les résultats, la conception idéale permet d'obtenir un rapport force amplifiée élevé. Le mécanisme qui en résulte présente de bonnes performances cinématiques et fonctionne de manière stable avec une consommation d'énergie réduite et un coût inférieur à celui de la conception préliminaire.
En outre, les résultats révèlent que la conception optimale permet un rapport force-amplification plus élevé. En outre, les travaux ont permis de découvrir les corrélations entre les différents paramètres, tels que le rapport d'amplification de la force, les angles critiques du mécanisme de serrage à double genouillère et la course du moule mobile.
Les paramètres améliorés généreront des connaissances pertinentes que les individus pourront appliquer à la conception et à la fabrication du mécanisme de serrage de la machine de moulage par micro-injection.
Différents types d'unités de fermeture utilisées dans le moulage par injection :
Le bridage du moule d'injection incombe à l'unité chargée du bridage. La pression de fermeture est conçue pour être supérieure à la pression d'injection afin d'éviter que le moule ne s'ouvre pendant l'injection du plastique fondu.
Vous trouverez ci-dessous quelques types d'unités de fermeture similaires que vous pouvez prendre en considération lors du choix d'une machine de moulage par injection :
Serrage manuel :
Le bridage manuel n'est observé que dans le cas de machines de moulage par injection manuelles ou à la main, ou occasionnellement dans le cas de machines de moulage par injection pneumatiques. Les machines de moulage par injection pneumatiques peuvent également utiliser occasionnellement le bridage manuel.
C'est la compétence de l'opérateur qui détermine la qualité du serrage. Il n'est pas possible de mesurer la force de serrage car elle est directe. L'emplacement de la carotte par rapport à l'axe de la buse est un élément extrêmement important. L'injection du composant à partir du moule est un processus difficile.
Serrage hydraulique :
Le serrage hydraulique implique fermeture du moule à l'aide d'une unité de fermeture actionnée par un cylindre hydraulique et directement reliée au mouvement ; dans ce cas, la RAM du système hydraulique est liée au plateau en mouvement. Un cylindre hydraulique a deux moitiés correspondant à l'entrée et à la sortie de l'huile.
Lorsque l'huile est introduite sous pression dans le cylindre, elle pousse le RAM vers l'avant. Le plateau mobile se déplace alors, ce qui entraîne la fermeture du moule. Lorsque l'huile sort du cylindre, le RAM se remet en marche et le moule s'ouvre.
Lire aussi: Traitement du moulage par injection de plastique : Le meilleur guide du débutant
Serrage de type bascule :
Un dispositif mécanique qui permet d'augmenter la force s'appelle un cardan. Dans une machine à mouler composée de deux barres reliées entre elles par un pivot, les pivots situés aux extrémités des barres agissent comme un pivot.
L'une des extrémités d'une barre est fixée à un plateau fixe, tandis que l'autre extrémité d'une barre différente est fixée à un plateau mobile. La genouillère a la forme d'un V lorsque le moule est ouvert ; lorsqu'une pression est exercée sur le pivot, celui-ci forme une ligne droite entre les deux barres.
Serrage sans barre d'accouplement :
Un système de serrage sans barre d'ancrage est un système de serrage hydraulique qui n'utilise pas de barres d'ancrage ; à la place, le plateau est déplacé le long d'un système de rails.
Le principal avantage de cette méthode réside dans le fait qu'aucune restriction n'est imposée à la taille du plateau du moule. Comme il n'y a pas de barre d'attache, la dimension du moule n'est pas aussi importante qu'elle le serait. En outre, l'installation du moule est simple et le fait que les articles puissent être éjectés manuellement du moule est une caractéristique très utile.
Serrage hydro-mécanique :
Ce système de serrage combine une genouillère et un système de serrage hydraulique ; un cylindre hydraulique est activé pour déplacer la genouillère. Ce type de serrage est connu sous le nom de serrage hydromécanique.
3 Principales utilisations d'une unité de fermeture :
L'unité de fermeture est un élément essentiel de la machine de moulage par injection :
Sécuriser le moule :
L'une des principales utilisations d'une unité de fermeture est de fixer le moule pour éviter qu'il ne se désagrège au cours du processus de coulée.
Le moule est à la hauteur. Pendant que l'unité d'injection injectait le plastique fondu dans les cavités du moule, l'unité de fermeture était chargée de bloquer le moule en toute sécurité contre la pression à l'intérieur du moule et d'empêcher le moule de s'ouvrir.
Ejection de produits en plastique :
Les éjecteurs sont chargés de retirer le plateau du moule pour enlever les produits en plastique. Dégager le cavité du moule pour préparer le cycle suivant.
Modification des dimensions de la platine pour qu'elle s'adapte au moule :
Le réglage de la position du plateau mobile, également appelé second plateau, est le principal réglage nécessaire pour obtenir le paramètre d'épaisseur de moule souhaité.
Respecter toutes les procédures de sécurité :
La fonction de sécurité de l'unité de fermeture est la base de protection de l'appareil. Les travailleurs sont protégés contre le serrage par l'unité de fermeture de plusieurs façons, notamment mécaniquement, hydrauliquement et électriquement.
La force de préhension est considérable, mais le corps humain est étonnamment délicat. Dans cette situation, il est essentiel de donner la priorité aux mesures de sécurité. Il est illégal de démonter le mécanisme de sécurité de la machine pour la rendre plus conviviale.
Utilisations supplémentaires :
D'autres opérations, comme le noyau et autres, sont simplement là pour permettre au moule d'effectuer des actions supplémentaires pendant que la machine fonctionne. Cette fonction sera connectée au contrôleur afin que celui-ci puisse concentrer son contrôle sur l'ensemble.
Comment choisir une machine de moulage par injection dotée d'une unité de fermeture efficace ?
Voici quelques aspects communs à prendre en compte lors du choix d'une unité de fermeture :

Confinement :
Le confinement exige que la largeur et la hauteur du moule soient inférieures à la distance intérieure de l'énorme colonne ou qu'au moins un côté du moule soit plus petit que cette distance.
En outre, les dimensions de la largeur et de la hauteur du moule devraient idéalement se situer dans la fourchette de taille de la plaque du moule. Un autre aspect à prendre en considération consiste à placer l'épaisseur du moule entre les épaisseurs minimale et maximale de la machine de moulage par injection.
Lire la suite: Moulage du caoutchouc : Le guide le plus complet et le plus définitif en 2022
Verrouillage :
La verrouillabilité se produit lorsque la matière première est pompée à haute pression dans la cavité du moule. La matière génère alors une force qui soutient le moule. Par conséquent, l'unité de fermeture d'une machine de moulage par injection doit exercer une "force de fermeture" suffisante pour empêcher l'ouverture du moule.
Takabilité :
Pour garantir la takabilité, la course d'ouverture du moule doit être au moins deux fois plus longue que la hauteur du produit fini, tant dans le sens de l'ouverture que dans celui de la fermeture du moule, en tenant compte de la longueur de la carotte. L'éjection du produit fini doit être possible d'un seul coup du mécanisme de support du moule.
--
Vous avez encore des questions ? N'hésitez pas à contacter nos professionnels à l'adresse suivante Prototool.com.









