Le moulage par injection est un procédé très efficace et largement utilisé pour la fabrication de pièces plastiques complexes. Les professionnels injectent du plastique fondu dans la cavité d'un moule, qui refroidit et se solidifie pour prendre la forme souhaitée. Pour garantir la réussite du processus de moulage, il est essentiel d'étudier attentivement la conception et l'emplacement de la carotte. Les carotte de coulée dans le moulage par injection est un passage qui permet au plastique fondu de pénétrer dans la chambre de moulage. En règle générale, vous devez la placer dans la section la plus épaisse de la pièce, où elle peut remplir efficacement la cavité et minimiser le risque de défauts tels que les vides, les marques d'enfoncement et le gauchissement. Toutefois, l'emplacement et la conception de la carotte peuvent également avoir un impact significatif sur la qualité de la pièce finie et l'efficacité du processus de moulage.

Examinons maintenant l'importance de l'emplacement des carottes dans le moulage par injection et certaines considérations clés lors de la conception et de l'utilisation des carottes.
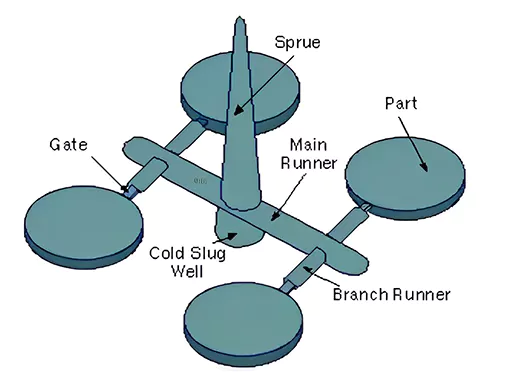
Définition de la carotte
La carotte est un élément essentiel du processus de moulage par injection. Il s'agit d'un canal qui relie l'unité d'injection de la machine de moulage à la cavité du moule. La tige de coulée est un élément essentiel du processus de moulage par injection. carotte de coulée dans le moulage par injection est l'endroit où la matière en fusion entre dans le moule.
Enfin, vous pouvez découper l'excédent de matériau après avoir formé la pièce. Ces carottes sont de formes et de tailles diverses, en fonction des exigences spécifiques du moule et de la pièce que vous produisez.
Pourquoi l'emplacement de la carotte est-il important ?
L'emplacement de la carotte est essentiel pour garantir que le plastique fondu s'écoule uniformément dans la cavité du moule, remplissant toutes les caractéristiques et tous les détails de la pièce. Si la tige de coulée est trop éloignée de la section la plus épaisse de la pièce, le plastique risque de ne pas s'écouler uniformément, ce qui entraînera un remplissage incomplet et des défauts potentiels tels que des vides et des marques d'évier.
Inversement, si vous placez la carotte trop près de la section la plus épaisse de la pièce, le plastique risque de refroidir trop rapidement, ce qui entraînera des déformations et d'autres problèmes.
L'écoulement du plastique est un facteur essentiel dans le choix de l'emplacement de la carotte. En général, le plastique s'écoule de la section la plus épaisse de la pièce vers la zone la plus fine. Il convient donc de placer la tige de coulée dans la partie la plus épaisse de la pièce, ce qui permet de remplir efficacement la cavité et d'éviter que le plastique ne s'écoule dans la partie la plus mince. défauts.
En outre, il convient de positionner la carotte de manière à ce que le plastique s'écoule uniformément dans la pièce sans créer de zones de forte contrainte ou de cisaillement excessif.
L'éjection de la pièce hors du moule est un autre élément essentiel à prendre en compte lors du choix de l'emplacement de la carotte. Dans le cas du moulage par injection, la carotte est généralement fixée à la pièce pendant le processus de moulage. Une fois la pièce éjectée du moule, vous devez retirer la carotte.
Par conséquent, l'emplacement de la carotte doit être choisi de manière à ne pas interférer avec l'éjection de la pièce et à ne pas créer de zones de contrainte susceptibles d'affecter la résistance ou la durabilité de la pièce.
Principes de base de la conception et de l'utilisation des carottes
Lors de la conception et de l'utilisation des carottes, vous devez tenir compte de plusieurs facteurs importants pour obtenir des performances et une efficacité optimales dans le processus de moulage par injection.
Un facteur clé est la taille et la forme de la carotte. Veillez à concevoir la carotte dans le moulage par injection de manière à ce qu'elle s'adapte au volume et au débit du plastique fondu tout en minimisant la chute de pression et les turbulences dans l'écoulement. La carotte doit généralement être effilée et lisse, avec une transition progressive entre le canal de coulée et la cavité. Cela permet de réduire le cisaillement et la pression et d'assurer un écoulement régulier dans toute la pièce.
Une autre considération importante est le nombre et l'emplacement des tiges de coulée. Parfois, une seule carotte peut suffire à remplir l'empreinte du moule et à produire une pièce de haute qualité. Toutefois, dans le cas de pièces plus complexes comportant de multiples caractéristiques et détails, plusieurs tiges de coulée peuvent être nécessaires pour assurer un remplissage homogène et éviter les défauts.
Cela dit, il est essentiel de choisir avec soin l'emplacement des carottes afin d'éviter les zones de forte contrainte ou de cisaillement excessif, tout en garantissant un flux régulier dans toute la pièce.
Le matériau utilisé pour la carotte est également un facteur essentiel à prendre en considération. Dans le cas du moulage par injection, la carotte doit être fabriquée dans un matériau compatible avec le plastique fondu et capable de supporter les températures et pressions élevées du processus de moulage par injection. En outre, la conception de la carotte doit minimiser les pertes de chaleur et garantir un chauffage uniforme dans toute la pièce afin d'éviter les déformations et autres défauts.

Considérations techniques pour la conception des carottes dans le moulage par injection :
Conception des carottes
La conception de la carotte est également essentielle à la réussite du processus de moulage par injection. La conception de la carotte doit permettre à la matière en fusion de s'écouler en douceur et de manière uniforme dans la cavité du moule sans causer de défauts dans la pièce finie. En outre, la conception de la carotte doit également permettre de découper facilement l'excédent de matière sans laisser de marques ou d'imperfections sur la pièce finie.
Le diamètre du canal est un élément important à prendre en compte lors de la conception de la carotte. Dans le cas du moulage par injection, le diamètre de la carotte doit être suffisamment grand pour permettre à la matière en fusion de s'écouler facilement, mais pas au point de provoquer des turbulences ou d'autres problèmes liés à l'écoulement. Il peut être nécessaire d'ajuster le diamètre de la carotte en fonction de la viscosité du matériau utilisé.
La forme du canal est un autre élément à prendre en compte lors de la conception de la carotte. La conception du canal doit permettre au matériau fondu de s'écouler de manière fluide et régulière dans la cavité du moule. Il peut être nécessaire d'ajuster la forme du canal en fonction de la géométrie spécifique de la pièce que vous produisez.
Matériau de la carotte
Le matériau utilisé pour fabriquer la carotte est également important. Il doit résister aux températures et aux pressions élevées générées par le processus de moulage par injection. Le matériau doit également résister à l'usure de la matière en fusion et au processus d'ébarbage.
Les matériaux les plus couramment utilisés pour fabriquer les carottes sont des métaux tels que l'acier ou l'aluminium. Ces matériaux sont solides, durables et peuvent survivre aux températures et pressions élevées du processus de moulage par injection.
La méthode exacte d'utilisation de la carotte dans le moulage par injection :
Le processus de moulage par injection comporte de nombreuses phases et l'utilisation d'une carotte est cruciale pour garantir que la matière en fusion est injectée avec précision dans la cavité du moule. Cette section traite de l'utilisation d'une carotte dans le processus de moulage par injection.
Étape 1 : Préparation
Avant de commencer le processus de moulage par injection, vous devez préparer le moule. Il s'agit de s'assurer que le moule est propre et exempt de tout débris, qu'il est correctement aligné et serré en place. La carotte doit également être fixée au moule dans la bonne position.
Étape 2 : Injection
Une fois le moule préparé, le processus de moulage par injection peut commencer. Dans le cas du moulage par injection, il s'agit d'injecter la matière en fusion dans la cavité du moule à travers la carotte. L'unité d'injection de la machine de moulage pousse la matière fondue à travers la carotte et dans la cavité du moule sous une pression et une température élevées. La matière en fusion remplit la cavité du moule et prend la forme de la pièce que vous produisez.
Étape 3 : Refroidissement
Après avoir rempli la cavité du moule avec le matériau en fusion, le moule doit refroidir. Le processus de refroidissement permet au matériau de se solidifier et de prendre la forme souhaitée. En fonction de la taille et de la complexité du dispositif, le temps nécessaire au refroidissement du système peut varier de quelques secondes à plusieurs minutes.
Étape 4 : Éjection
Une fois le matériau refroidi et solidifié, il est essentiel d'ouvrir le moule et d'éjecter la pièce finie. L'excédent de matière, y compris la carotte, doit être enlevé de la pièce avant qu'elle ne soit prête à l'emploi. Dans le cas du moulage par injection, la carotte est généralement située sur le bord de la pièce finie et est rapidement enlevée à l'aide d'un outil de coupe.
Étape 5 : Nettoyage
Après avoir éjecté la pièce finie du moule, celui-ci doit être nettoyé et préparé pour le prochain cycle de moulage par injection. Il s'agit notamment d'éliminer tout excès de matière ou de débris du moule et de veiller à ce que la carotte soit correctement positionnée pour le cycle d'injection suivant.
Conclusion
L'utilisation de la carotte est essentielle à la réussite du processus de moulage par injection. La carotte dans le moulage par injection permet d'injecter correctement la matière en fusion dans la cavité du moule tout en éliminant l'excès de matière de la pièce finie.
L'emplacement, la conception et le matériau de la carotte doivent être soigneusement étudiés pour que le processus de moulage par injection produise des pièces de haute qualité avec un minimum de défauts. Les fabricants peuvent produire des pièces de haute qualité de manière efficace en suivant la procédure appropriée d'utilisation d'une carotte dans le processus de moulage par injection.









