放電加工 は、従来の機械加工技術には多くの欠点があるため、企業にとって実行可能な代替案として浮上してきた。熱エネルギーの利用 イーディーエム は、ワークピースから余分な材料を除去する信頼性の高い効果的な方法です。製造業者は、この方法を使用して、他の方法では製造が困難または不可能なアイテムを作成します。非常に要求の厳しい加工用途では、放電加工がソリューションであり続けます。エンジニアは、従来の手順では困難または不可能な状況でも、材料を加工することができます。この独特な手順により、高品質の部品が製造される。
放電加工は、以下のような多くの分野で使用されている。 自動車, エレクトロニクス, 航空宇宙, 医薬品, 食品 そして 飲料, 足踏みそして ディフェンス.この記事では、EDMの原理、様々なサブジャンル、そしてそれを最大限に活用する方法について説明する。
EDM:それは何ですか?
という言葉を聞いたことがあるだろう。スパーク加工,” “ダイ・シンク,” “ワイヤー浸食と"スパーク侵食"と一応言っておく。 放電加工は、ある種のエンジニアや生産者がこの用語(EDM)を使って呼ぶ。しかし、放電加工とは一体何なのでしょうか?放電加工は、最も基本的な形では、熱エネルギーを使ってワークピースから余分な材料を取り除きます。
硬い材料は、放電加工(EDM)として知られる、よく知られた非従来型の加工技術を使って加工されることが多い。この技法が好まれているのは、放電加工が、それがどれほど硬い材料であろうと、どんな材料でも加工できるからである。すでに説明したように、放電加工法は機械的な力を必要としない。エンジニアは、この製造方法のおかげで、放電のみを使用して必要な形状を得ることができます。ワークピースに工具を使用することなく、非常に正確な加工が可能です。EDMは、チタンのような強靭な素材を扱う場合や、複雑な形状を製造する場合に、しばしば最良の選択肢となります。

放電加工のプロセスとは?
この言葉は簡単そうに見えるかもしれないが、実際の手順はもう少し複雑である。放電加工では、電極間に高速の電流を繰り返し流すことで、被加工物から材料を除去する。これらの電極を分離するために誘電性流体が使用される。その後、誘電流体に電圧が印加される。EDM加工は、導電性材料でのみ機能することを覚えておくことが重要です。
その電極のひとつは、意図する機能に合わせて形を変えることができる。その"陽極「または電極「は被加工物を表す。工具電極は、" "と呼ばれることもある。カソードは追加電極である。この方法の根底にある基本的な考え方は、制御された電気火花による材料の侵食である。このためには、2つの電極が離れている必要がある。
電極と被加工物の間の電位差はパルス状に印加される。電極が被加工物に近づくにつれて電界は強まり、電極と被加工物の間のわずかな隙間を埋める。それは大音量が途切れるまで続く。放電により物質は極めて高温に加熱される。加熱の結果、物質の特定の成分が溶け出す。誘電流体の流れを一定に保つことで、余分な物質を取り除くことができる。さらに、機械が使用されている間、液体は冷却を助けます。
さまざまな放電加工のアプローチ:
EDMの手順は斬新でもあり、伝統的でもある。とはいえ、この手順には1つの方法しかないわけではない。したがって、これはそれを意味するものではない。EDMには3種類の味がある。ある種類がうまく機能しない場合、これは他の選択肢があることを保証するのに役立ちます。放電加工のいくつかの形態の中には、次のようなものがあります:
穴放電加工:
その名の通りだ、 穴あけ放電加工機 具体的には クイック穴あけ.穴放電加工で使用される電極は管状であるため、誘電流体は電極を容易に通過することができる。穴放電加工では、従来のドリル加工とは異なり、驚くほど小さく深い穴を開けることができる。さらに、穴のバリ取りは必要ない。この方法によって、金属の種類や硬さに関係なく、従来の方法よりも早く正確な穴を開けることができる。
ワイヤー放電加工機:
スパーク放電加工とワイヤ放電加工は、ワイヤ放電加工として知られるプロセスの2つの異なる名称です。この技法では、真鍮または細い銅線を使って被加工物を切断する。この場合の電極とは、細いワイヤーのことである。この場合、誘電性液体として脱イオン水が一般的に使用される。ワイヤーは、自動送りを受けるためのスプールを使って、加工中に連続的に繰り出される。
これは、被加工物とワイヤーが放電を妨げないようにするためである。その結果、カットには新しい放電路が必要になる。この戦略は大きな意味で効果的である。エンジニアは、ワイヤーが被加工物を完全に通過するように注意しなければならない。要するに、3次元の部品に2次元の切り込みを入れるのである。結果は、従来の CNC加工 のメソッドがある。
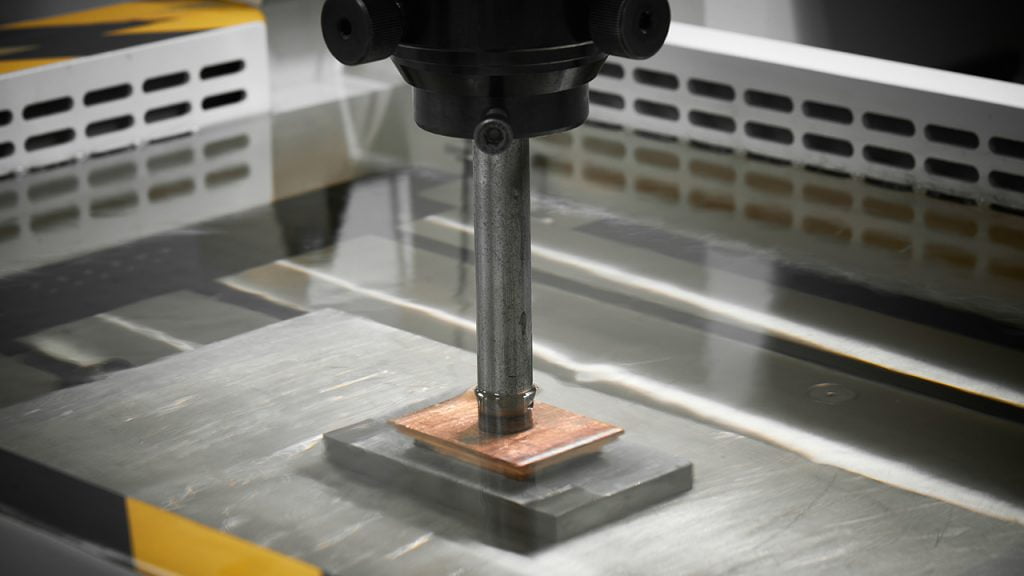
シンカー放電加工:
他の名称は以下の通り。 ラムEDM, ダイ・シンクそして キャビティ放電加工機.これは、プラスチック射出成形を含む様々な鋳造用途のための複雑なキャビティ形状を生成するため、標準的な放電加工である。
この手順では、あらかじめ加工された銅やグラファイトでできた電極を使い、希望する形状の「ポジ」を作る。その後、電極を被加工物に押し込んで、元の材料形状のネガを作成する。シンカーEDMを使用する場合、いくつかの変数が電極材料の選択に影響する可能性があります。一般的に、グラファイトは銅よりも加工が簡単です。しかし、銅はより有利で頑丈です。

放電加工の利点:
生産現場でのEDMの使用には、いくつかの特徴的な利点がある。特に以下のようなものがある:
There is no Mechanical Force Applied:
The fact that no mechanical force is applied to the workpiece is a key additional benefit. Consequently, you don’t need to be concerned about creating flimsy outlines. Since there is no requirement for intense cutting power before material removal, this becomes simple. There is no mechanical tension between the tool, and the workpiece never makes contact.
Allows for a Variety of Shapes and Depths:
With EDM, reaching forms and depths with a cutting tool appears unattainable. It is a successful deep-processing technique with extremely large tool lengths and diameter ratios. The EDM procedure simplifies cutting interior corners with sharp edges, small holesそして deep ribs.
Utilize Any Electrically Conductive Material for Your Work:
The first thing that comes to mind when you think of EDM production is its versatility in materials. EDM is always the best method as long as your material is electrically conductive. As a result, items that are challenging for conventional machining techniques may be machined. Parts constructed of titanium and tungsten carbide are among them.
Improves Surface Finish Encourages:
Manufacturers also contend that EDM improves the surface smoothness of injection molding more than previous techniques. The EDM technique produces surfaces with great accuracy and exquisite finishes. Thus this may be the case.
Operation on Hardened Material:
Before the workpiece is hardened, additional conventional machining operations must be completed. EDM, however, performs flawlessly on materials that have already been hardened. As a result, it is simple to prevent any potential heat-related deformation.
Electrical discharge machining applications:
The use of EDM in small-volume manufacturing allows for the implementation of several procedures. Milling, turning, drilling tiny holes, and other operations are among them. In addition, a variety of industries, including the aerospace and automotive sectors, can benefit from this special technique.
The following applications benefit from this technique’s ability to produce distinctive and accurate shapes:
Small Hole Drilling:
Regardless of the hardness of the material, electrical discharge machining is a rapid and effective method for producing precise deep tiny holes. During the hole-drilling procedure, an electrode tube made of brass is used to direct electrical discharges onto the substance. This makes it easier to make tiny holes of different sizes. It can create holes on sloping faces and in other awkward locations, which is interesting.
Die Casting:
Applications for producing dies are another area where EDM excels. Extreme precision is needed when producing highly customized dies. Sharp interior corners, substantial ribs, and other detailed details are present in these dies. Additionally, exceptionally hard steel alloys are frequently used to make dies. Typically, these alloys are more difficult to process using conventional techniques. Before heat treatment, the hard steel alloys might need to be finished, which could compromise the precision of the details. Using the EDM technique is, therefore, more suited.
射出成形:
EDM is typically required to produce molds with the proper dimension, depth, and form. It is the primary injection molding technique that mold producers utilize. The primary kind in use here is wire EDM. It is often the greatest way to employ because injection molding calls for a variety of delicate and intricate workpieces. Furthermore, it frequently produces an extremely precise and fine EDM surface finish.
If you’re seeking the finest answers to all of your electrical discharge machining demands, プロトツール is the way to go. They guarantee that utilizing their solutions will be easy and convenient while providing the greatest services available. Additionally, they will take extra measures to ensure that all of your demands are satisfied.









