Dans la conception des moules en plastique, la création d'un jeu stratégique est cruciale pour le bon fonctionnement et l'assemblage des différents composants. Ce processus permet de s'assurer qu'au cours de la phase de conception, les jeux sont pris en compte avec précision, ce qui facilite l'efficacité de l'usinage et de l'assemblage par le mouliste. Mais quels sont les composants spécifiques de la conception des moules en plastique qui nécessitent un tel dégagement ?
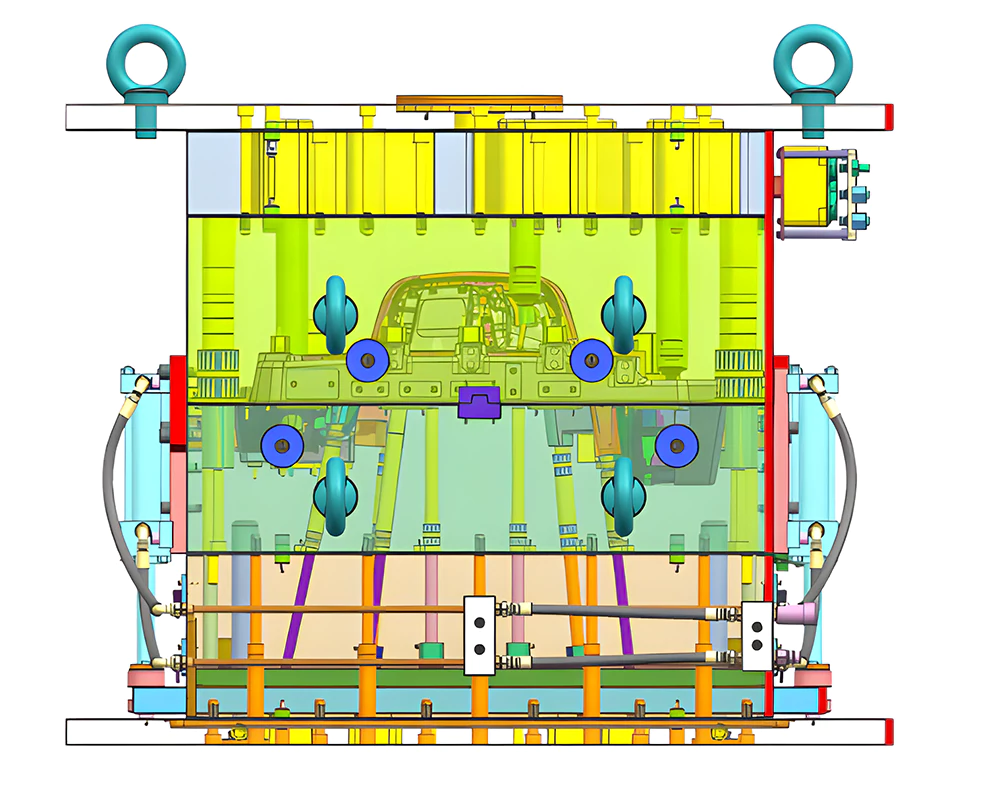
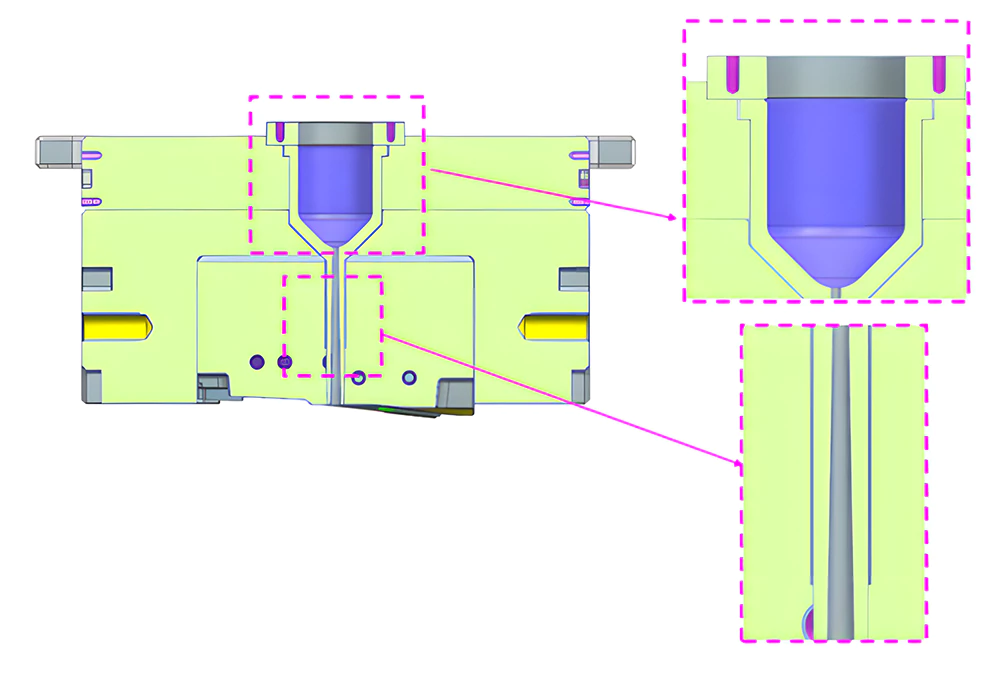
Bride et douille de la carotte
Dans la conception du moule, la bride doit avoir un jeu unilatéral de 0,1 mm avec la plaque de serrage supérieure. La douille de coulée doit avoir un jeu unilatéral de 0,5 mm avec sa plaque de montage et la base du moule, comme le montre le diagramme. En outre, un espace de 20 mm est réservé à la bague de carotte à l'intérieur de la cavité du moule à des fins d'étanchéité.
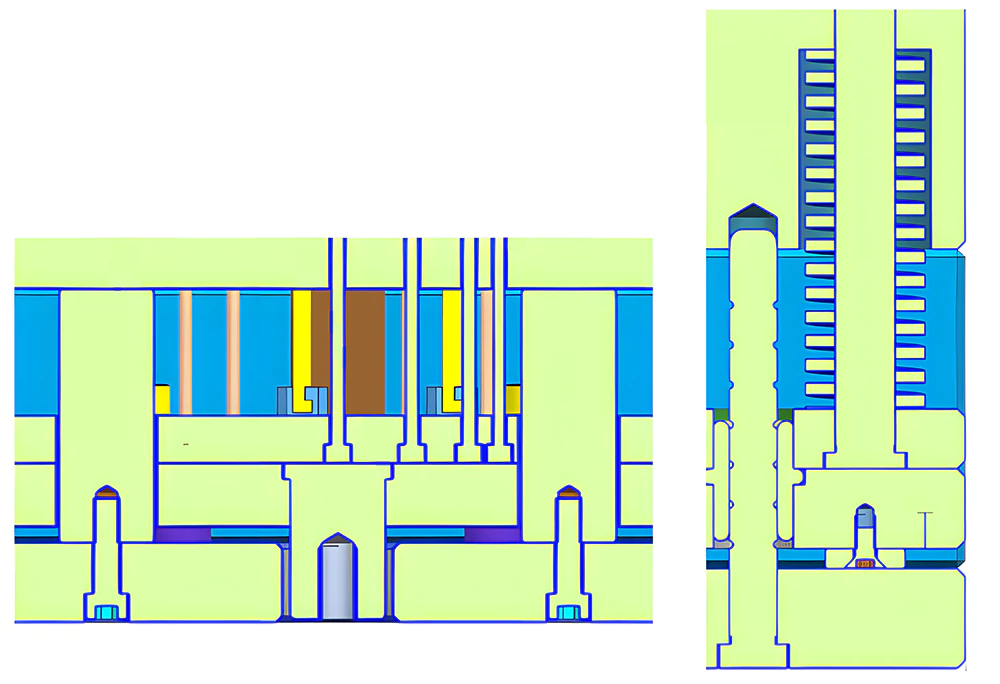
Piliers de support et composants de l'éjecteur
Le pilier de support, les blocs d'éjection et les trous de ressort respectent ces normes de dégagement : Pour les piliers de support d'un diamètre inférieur à 50 mm, un dégagement unilatéral de 2 mm est nécessaire. Pour ceux dont le diamètre est supérieur à 50 mm, un jeu de 3 mm est nécessaire. Les trous de passage des goupilles d'éjection sur la plaque B et la plaque de retenue de l'éjecteur nécessitent un dégagement unilatéral de 0,5 mm. Les trous des ressorts sur la plaque B doivent avoir un jeu de 0,5 à 1 mm.
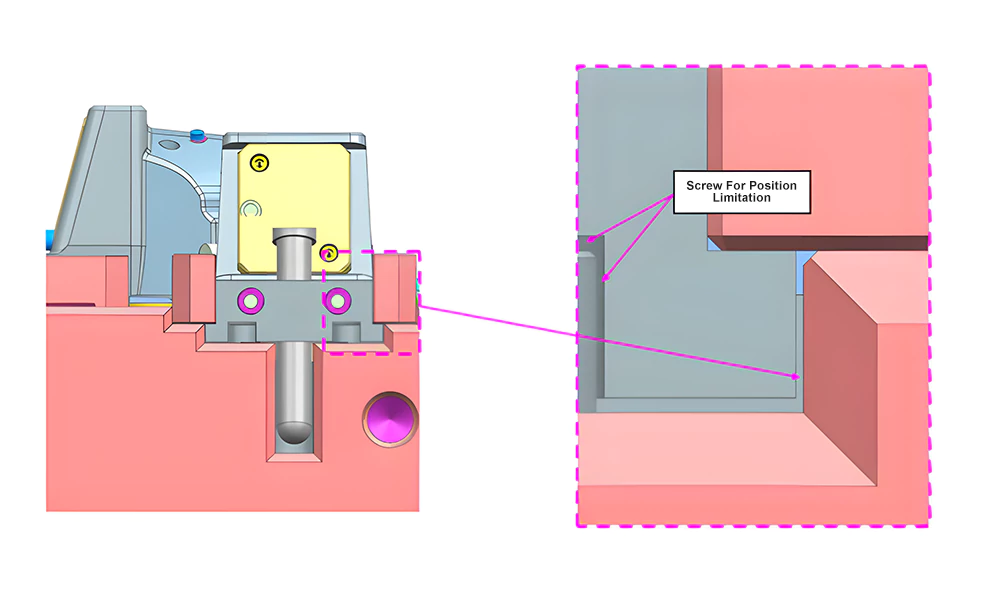
Goupilles d'angle et blocs de blocage des glissières
La goupille d'angle du curseur doit avoir un jeu unilatéral de 0,5 mm avec le trou correspondant. Si la goupille pénètre dans la plaque B, un jeu de 2 mm est nécessaire. Le bloc de verrouillage de la glissière doit maintenir un ajustement glissant avec la plaque B, avec un jeu unilatéral de 0,5 mm. Les vis de limitation doivent avoir un jeu de 1 mm des deux côtés, et un jeu de 2 mm au sommet avec le bloc de verrouillage de la glissière.
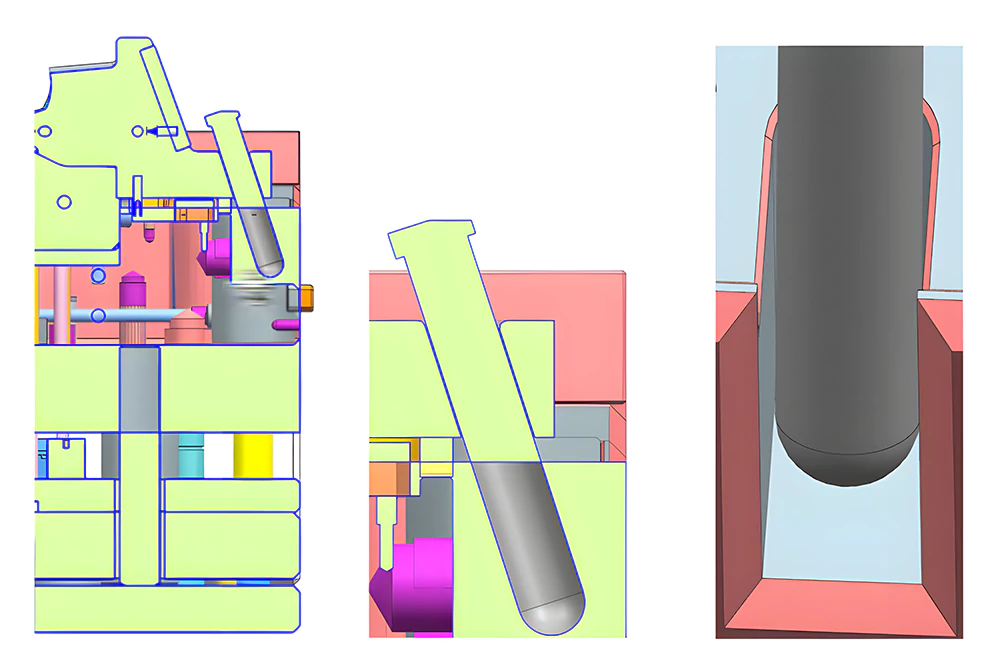
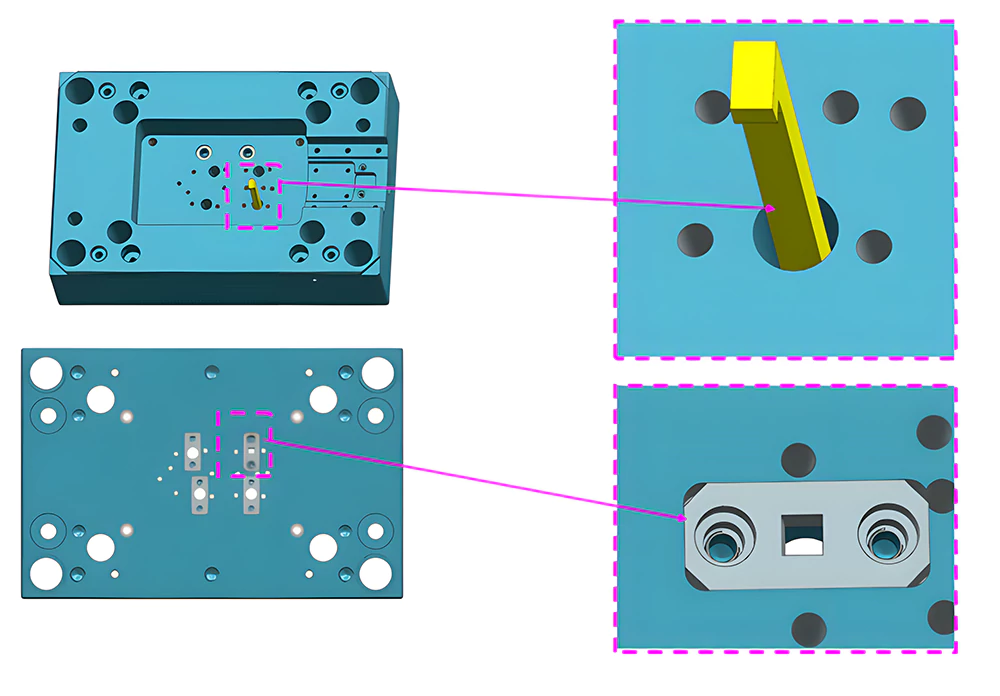
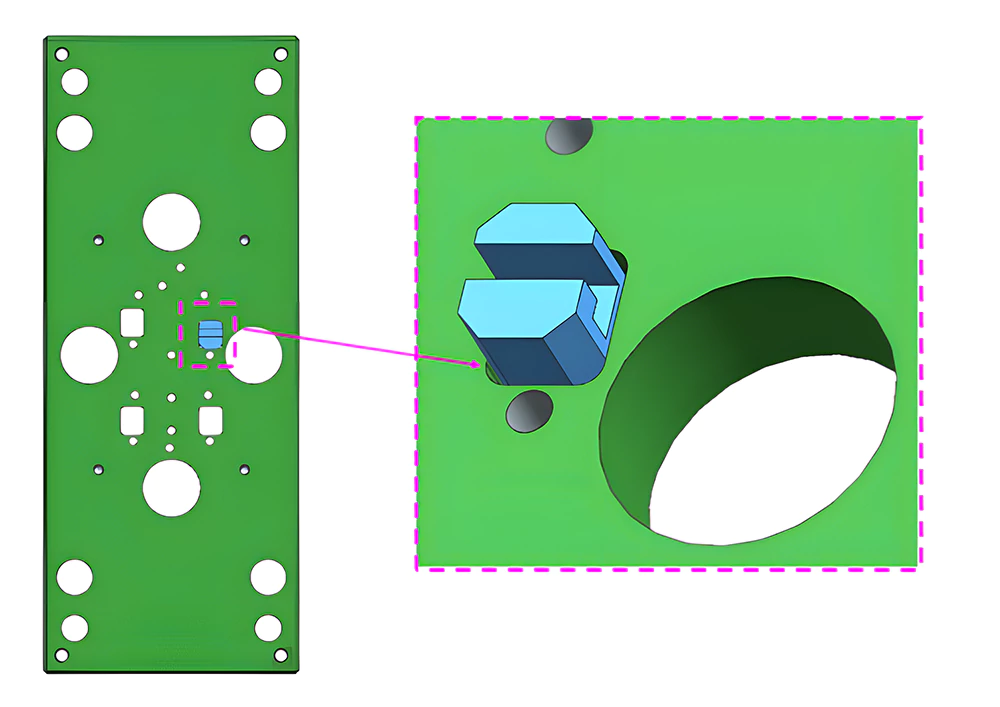
Ejecteurs angulaires et plaques de moulage
Les éjecteurs angulaires utilisent généralement des trous ronds coupés au fil ou des fraisages pour le dégagement avec la plaque B. Les blocs de guidage de ces éjecteurs, souvent en bronze, utilisent un angle C avec des coins arrondis pour le dégagement avec la plaque B. Cette méthode facilite l'usinage CNC. Cette méthode facilite l'usinage CNC.
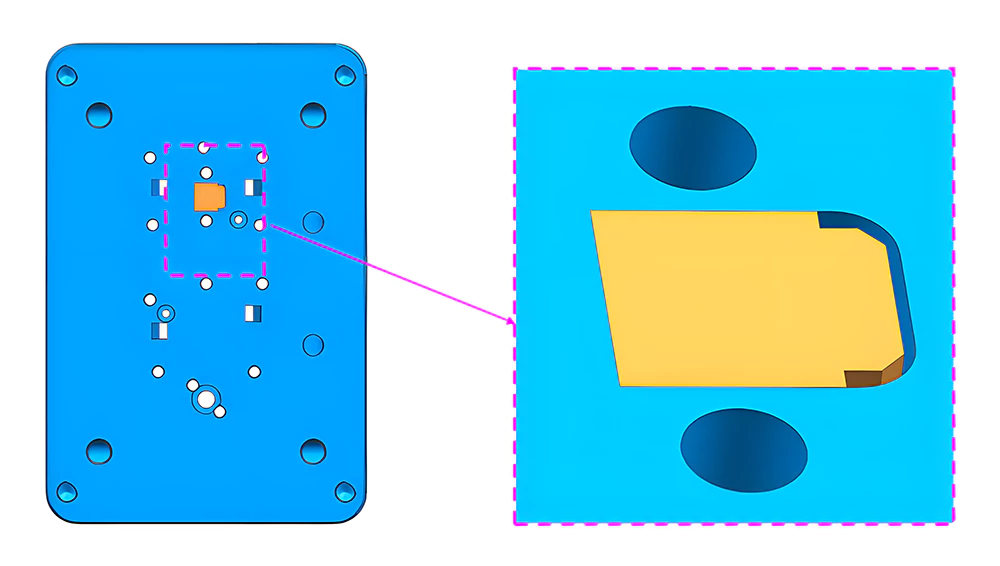
Dégagement de la plaque et de la base du moule
Les vis de la plaque du moule doivent avoir un jeu unilatéral de 0,5 mm avec la base du moule. Le même jeu s'applique aux vis de verrouillage du noyau avec le noyau du moule et aux petites douilles de la barre d'attache avec la plaque du moule. Lors de la conception des inserts, assurez un jeu unilatéral de 2 mm avec des coins arrondis pour faciliter l'usinage CNC et l'assemblage.
Conclusion
Le jeu stratégique dans la conception des moules est un aspect critique qui garantit le bon fonctionnement et la longévité du moule. Un jeu approprié prévient l'usure des composants et facilite l'usinage et l'assemblage, contribuant ainsi à l'efficacité et à la qualité globales du processus de fabrication des moules.









