Beim Spritzgießen von Kunststoffen findet ein Prozess statt, der als Schrumpfung bezeichnet wird, d. h. der Kunststoff schrumpft, wenn er nach dem Einspritzen abkühlt. Der größte Teil der Schrumpfung findet in der Form statt, während sie abkühlt, aber auch nach dem Auswerfen des Teils schrumpft es noch etwas, da es weiter abkühlt.
Sie gibt an, inwieweit sich die Größe des Kunststoffteils nach der Entnahme aus der Form und dem Abkühlen verringert. Kunststoffarten, Formgebungsbedingungen, die Konstruktion der Formund andere Faktoren spielen alle eine Rolle bei der Schrumpfung von Kunststoff.
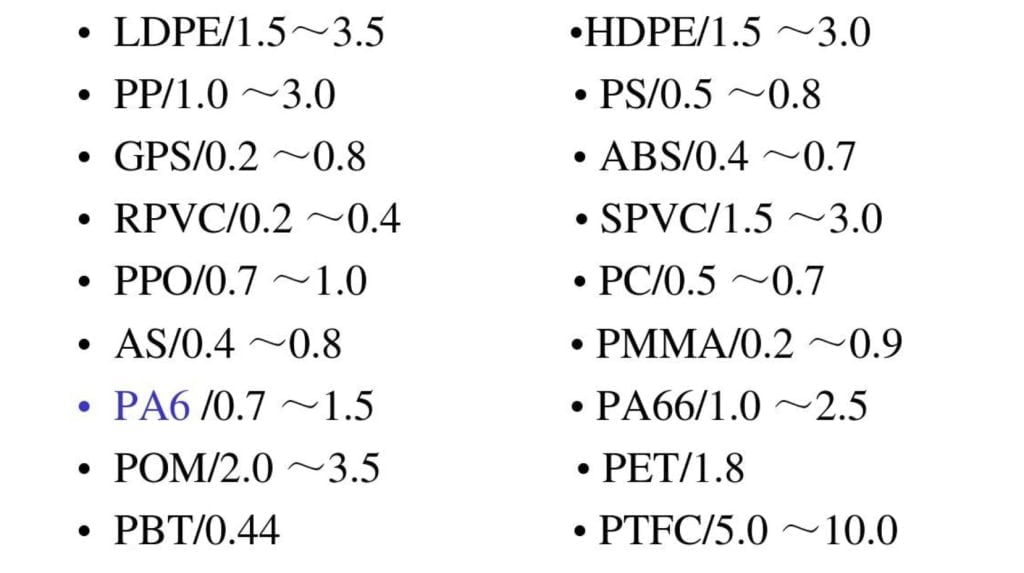
Es gibt eine große Bandbreite an Schrumpfungsraten zwischen den verschiedenen Polymermaterialien. Zweitens hat die Geschwindigkeit, mit der die Konturen des Kunststoffbauteils schrumpfen, einen starken Einfluss auf die Kunststoffkontraktion, den Schwierigkeitsgrad der inneren Struktur des Bauteils und das Vorhandensein oder Fehlen von Einlagen.

Aus diesen Gründen ist es wichtig zu verstehen, was Schrumpfung ist, wie sie bei verschiedenen Spritzgusskunststoffen auftritt und wie sie abläuft. Wenn Sie diese Aspekte verstehen, können Sie den Prozess und seine Bedeutung besser nachvollziehen. Es kann aber auch dazu beitragen, eine praktische Schrumpfung beizubehalten, die sich nicht auf die Anforderungen an die Endproduktgröße auswirkt und zu fehlerhaften Produkten führt. Lesen Sie also weiter, um mehr über die Kunststoffschrumpfung beim Spritzgießen zu erfahren.
Arten von Kunststoffen, die schrumpfen und wie?
Die Materialschrumpfung während und nach dem Produktionsprozess trägt wesentlich zum Verzug von spritzgegossenen Kunststoffprodukten bei. Bevor wir uns dem Thema Verzug in Bauteilen widmen, ist es wichtig zu verstehen, wie und warum Kunststoffmaterialien Vertrag. Um dies zu erreichen, müssen wir unsere Untersuchung auf molekularer Ebene beginnen, indem wir einen detaillierten Blick auf die Prozesse werfen, die beim Schmelzen und Abkühlen von Polymeren auftreten. Die Eigenschaften des Schmelzens und Abkühlens werden größtenteils durch die Art des Polymers und, falls ein Füllstoff oder eine Faserverstärkung vorhanden ist, auch durch deren Vorhandensein bestimmt.
1. Materialien, die nur teilweise kristallin sind
Teilkristalline Materialienweisen im Gegensatz zu amorphen Materialien hoch organisierte Abschnitte mit fest gruppierten Molekülstrukturen auf. Sie verhalten sich ähnlich wie amorphe Polymere, da die kristallinen Strukturen beim Schmelzen lockerer werden und die Moleküle sich in Fließrichtung ausrichten.
Die Materialien entspannen sich jedoch erst, wenn sie abgekühlt sind. Stattdessen behalten sie ihre Ausrichtung in Richtung der Strömung bei, und die Moleküle beginnen zu rekristallisieren, was zu einer wesentlich schnelleren Schrumpfung Raten. In diesem speziellen Fall ist der Effekt in der entgegengesetzten Richtung der Strömung deutlich ausgeprägter.
2. Amorphe Materialien
Amorphe Polymere sind eine Form von Polymeren und enthalten verschiedene Materialien. Einige Beispiele für amorphe Polymere sind ABS, Polystyrol und Polycarbonat. Anders als eine Schüssel voller Spaghetti weisen sie in ihrem natürlichen Zustand eine ungeordnete und verdrehte Molekülorientierung auf. Durch das Schmelzen dieser Materialien werden die Kräfte, die die Moleküle zusammenhalten, schwächer, und die Moleküle driften weiter auseinander.
In der Einspritzphase kommt es zu einer Scherung, die einer Reibung gleichkommt. Dadurch trennen sich die Moleküle und richten sich in Fließrichtung aus. Wenn die Strömung aufhört, entspannen sich die Moleküle und kehren in ihren ursprünglichen Zustand, die zufällige Ausrichtung, zurück. Sie werden durch intermolekulare Kräfte enger aneinander gezogen, bis die Temperatur auf einen Punkt sinkt, an dem es kalt genug ist, um sie an Ort und Stelle einzufrieren. Diese Drücke bewirken eine gleichmäßige Schrumpfung, aber der Effekt der Entspannung führt dazu, dass die Schrumpfung mehr in Richtung der Strömung erfolgt.
3. Materialien, die mit Fasern verstärkt sind
Fasern werden häufig in Polymermischungen eingearbeitet, um die Festigkeit und andere Eigenschaften des Materials zu verbessern. Wenn Fasern im Kunststoff enthalten sind, können sie die Folgen der Schrumpfung, die durch die oben beschriebene molekulare Ausrichtung verursacht wird, abmildern. Da sich Fasern als Reaktion auf Temperaturänderungen weder ausdehnen noch zusammenziehen, schrumpfen mit Fasern gefüllte Materialien häufig weniger in der Richtung, in der ihre Orientierung verläuft.
Spritzgießen von Kunststoffen Methode des Schrumpfens:
Schwankungen in der Schrumpfung sind die Ursache für Verzug, was kompliziert klingen mag, aber ganz einfach ist. Anders ausgedrückt: Wenn ein Bauteil in alle Richtungen gleichmäßig geschrumpft wird, wird es nicht nur kleiner, sondern behält auch seine ursprüngliche Form bei. Schrumpft hingegen ein Teil anders als die anderen, führt der Unterschied zu Spannungen im Inneren des Teils. Wenn das Teil aus der Form entnommen wird, verformt es sich, wenn die auf es einwirkenden Kräfte seine Fähigkeit übersteigen, seine strukturelle Integrität zu erhalten.
Es gibt vier Haupttypen von Schrumpfung, die im Folgenden beschrieben werden:
- Regional
Dies ist der Fall, wenn die Geschwindigkeit, mit der jedes Teil schrumpft, anders ist als in den Regionen, die am nächsten aneinander liegen. das Tor und die Regionen, die dem Ende der Füllung (EOF) am nächsten sind; typischerweise tritt diese Abweichung zwischen den Bereichen des Teils auf, die dicker sind (der Anschnittbereich) und den Bereichen, die dünner sind (der EOF-Bereich). Ein Bereich zieht sich schneller zusammen als ein anderer.
- Weg von der dichten Substanz
Dieser Unterschied in der Schrumpfung tritt auf, wenn die Schrumpfung auf der Oberseite des Teils von der Schrumpfung auf der Unterseite abweicht, wenn das Teil halbiert wird. Aufgrund dieses Unterschieds kann sich das Bauteil durchbiegen, weil sich eine Seite stärker zusammenziehen kann als die andere und folglich kleiner ist als die andere Seite.
- In einem gerichteten Sinn
Unterschiede in der Schrumpfung können sowohl parallel als auch senkrecht zur Ausrichtung des Materials, oft als Fließrichtung bezeichnet, auftreten. Dies kann durch die Ausrichtung von Molekülen oder Fasern verursacht werden. Wie bereits erwähnt, schrumpft ein amorphes Material tendenziell stärker in einer Richtung parallel zur Fließrichtung. Die Schrumpfung von kristallinen Feststoffen ist in der Regel senkrecht zur Fließrichtung größer.
- Vergleich von In-Ebene und Dicke
In den meisten Fällen schrumpfen Polymere in Richtung ihrer Dicke und nicht in Richtung ihrer Oberflächenebene. Dieser Effekt wird durch die Vermeidung von Formen verursacht. Ein Unterschied zwischen der Schrumpfung in der Ebene und in der Richtung der Dicke kann zu Verformungen führen. Dies geschieht häufig an den Ecken des Teils, die manchmal dicker sind als die Nenndicke der Wand.

Gründe für die Schrumpfung:
1. Die durch thermische Ausdehnung und Kaltkontraktion verursachte Längendifferenz bei Polymeren
Wenn die Form für das Spritzgießen hergestellt werden muss, ist es wichtig, die Rohkomponenten für den Kunststoff zu schmelzen. Zu diesem Zeitpunkt steigt die Temperatur des Schmelzvorgangs auf 200 bis 300 Grad an, und die Rohkomponenten für den Kunststoff werden erhitzt und expandiert. Die Temperatur der Spritzgussform sinkt während des Abkühlungsprozesses, was zu einer wahrscheinlichen Verringerung ihres Volumens führt.
2. Variationen in der atomaren und molekularen Zusammensetzung von Kunststoffen
Während des Formprozesses von duroplastischen Kunststoffen beispielsweise wandelt sich die Struktur der Moleküle, aus denen das Harz besteht, von einer linearen in eine Körperform um. Da die Volumenmasse des Körpers größer ist als die der linearen Struktur, und da das Gesamtvolumen der linearen Struktur abnimmt, wird die Körperstruktur kleiner.
3. Eine Verschiebung der Eigenspannung
Die schiere Kraft des Formdrucks, die Anisotropie, die ungleichmäßige Vermischung von Additiven und die Formtemperatur können sich auf das Werkzeug auswirken, während es zur Herstellung von Spritzgusskunststoffen verwendet wird.
Nach dem Gießen wird die Spritzgussform noch eine gewisse Restspannung aufweisen. Diese Eigenspannung wird im Laufe der Zeit schrittweise abgebaut und umverteilt. Als direkte Folge davon wird die Spritzgussform wieder kleiner. Diese Art der Schrumpfung wird manchmal auch als Nachschwindung bezeichnet.
4. Die Größe des Anschnittes
Es gibt eine große Auswahl an Querschnittsgrößen für Spritzgießwerkzeuge. Ein großer Anschnitt erhöht den Werkzeuginnendruck und verlängert die Schließzeit des Anschnitts, so dass mehr geschmolzenes Material in die Kavität fließen kann. Dies wird durch einen erhöhten Schmelzefluss erreicht.
5. Plastische Vielfalt
Kristalline Polymere, wie z. B. Polypropylen (PP) und Polyamid (PA) haben eine größere Schrumpfung nach der Entformung und einen umfangreicheren Schrumpfbereich als nichtkristalline Kunststoffe wie Polycarbonat (PS) und Acrylnitril-Butadien-Styrol (ABS).
Schlussfolgerung:
In den meisten Fällen können mehrere Auswirkungen einander entgegenwirken oder sich gegenseitig verstärken, so dass es unmöglich ist, den Beitrag jedes einzelnen Effekts zu trennen. Das Verständnis dafür, wie und warum Spritzgusskunststoffe schrumpfen, verschafft Ingenieuren einen Wettbewerbsvorteil bei der Analyse durch Simulation, um ein geeignetes Kunststoffprodukt zu entwickeln, das in ihr Budget und ihren Zeitrahmen passt.









