ワーページ 射出成形機宿敵だ!特に微調整の過程ではよくある問題だ。では、あるパーツを思い浮かべてほしい。 空洞 しかし、逸脱することを決定し、その結果、断面がゆがんでしまう。このシナリオでは、専門家でなくても曲げやねじれを見つけることができる。
では、このような場合、どうすればいいのでしょうか?単純なことですが、プラスチック製品にそりが発生するのを防ぐために、不用意な曲げを避けることです。
しかし、それでも同じ問題が発生した場合、全体の品質に影響を与えないよう、反りの原因、種類、解決策を特定することが極めて重要である。 射出成形品.
本日は、このような問題を理解し、発見し、そして解決するための詳細なアプローチを紹介する。 欠陥の解決 反りのようなものだ。
こちらもお読みください: アルアシスト射出成形:人工知能はいかに製造業を変革するか
反りや収縮の種類:
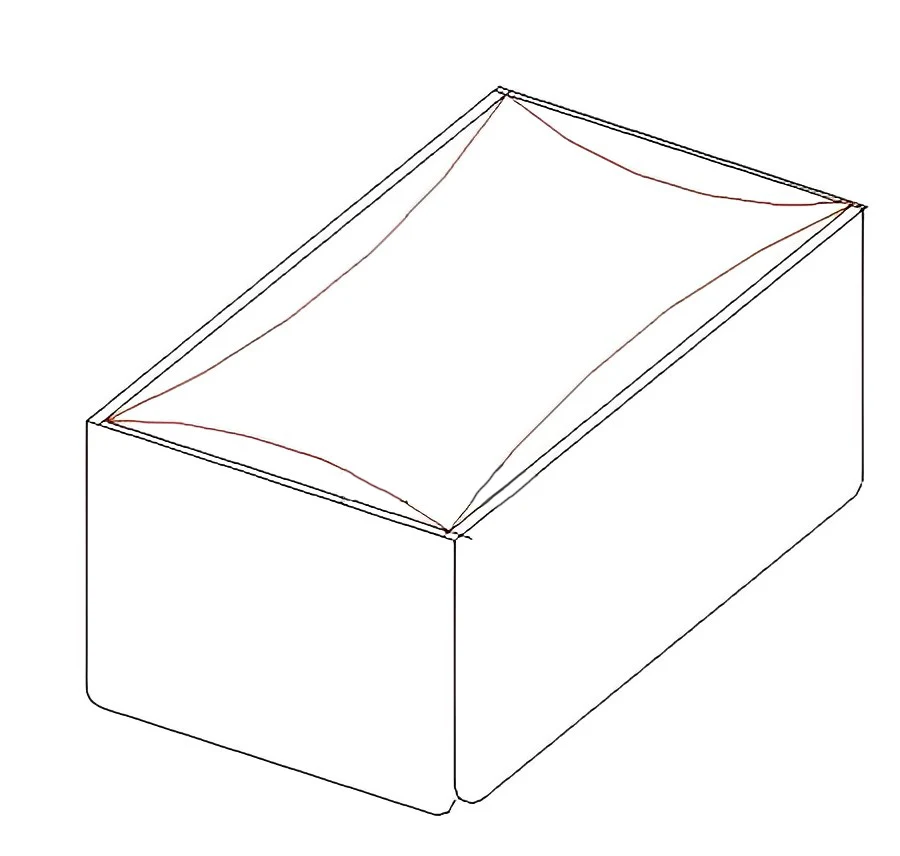
では、反りとはいったい何なのか。簡単に言えば、収縮による製品形状の違いでしかない。つまり 縮み これは、あらゆる方向に延び、形状を維持しながら一貫して製品のサイズを縮小する。
しかし、エレメントの向きが変わると、内部応力が発生します。この応力が部品の構造的完全性を超えると、排出された部品に反りが生じます。

プラスチック部品の収縮には、以下の3つの形態がある。
地域縮小
に最も近い地域である。 ゲート そして、盛り土の端に最も近い領域が、局所的な収縮を起こす可能性が最も高い。この収縮を見極めるには、影響を受けた領域で最も厚い部分と最も薄い部分の差が明らかでなければならない。
プラスチック製品が局部的に収縮している場合、製品のある部分が他の部分よりも早く収縮しているのがわかるだろう。
方向性収縮:
収縮は分子や繊維の配列によって異なるとはいえ、材料の配向でも起こりうる。多くの場合、収縮は非晶質物質と結晶質物質の両方に現れる。
しかし、一般的に流れ方向に垂直に収縮する結晶性材料とは対照的に、非晶質材料は流れ方向に沿って収縮する傾向がある。
厚みによる収縮
部品の断面に収縮がある場合、収縮の上部と下部は顕著に異なる。
このシナリオでは、プラスチック製品の収縮や反りは、厚さによって引き起こされます。その結果、部品を横から折り曲げてさらに小さくする必要があります。
さまざまなプラスチックとその収縮率:
一般的なプラスチックの収縮率
エンジニアリングプラスチックの収縮率
| 名称 | 収縮率(%) | |
| 原材料 | 追加30% GF | |
| POM | 2.5 | 0.5 |
| PPO | 0.6 | 0.1 |
| PA6 | 1.5 | 0.4 |
| PA66 | 1.5 | 0.4 |
プラスチックの反りを防ぐには?
射出成形の技術を使ってプラスチックを製造すると、金型のミスや材料の選択、あるいは成形品の欠陥が原因で、プラスチックがねじれることがある。 射出成形機.
このような事態を避けるためには、あなた自身、あるいはあなたが選んだ人が、次のことを行うことが重要です。 射出成形会社 は、これらすべてのミスに注意を払い、そもそもミスを避けることで、プラスチックが軟らかくなるのを防いでいる。
プラスチックが柔らかくならないようにする方法がまだわからない?以下の方法を試してみてください:
- メーカーが望めば、収縮差や配向の影響は最小限に抑えることができる。
- 一方向にしか流れないように金型のゲートを設定することもできる。
- 型の幅を変えれば、全体に同じ厚さにすることができる。
- メーカーは、構造をより安定させるために、壁の厚い部分だけに余分な材料を加えるような金型を作るようにすべきだ。これは、他の方法で金型の強度を上げることができない場合にのみ行うべきだ。
- メーカーが望めば、デザインに補強リブのようなものを追加することもできる。パーツの作り方を変えて、厚い部分をなくし、主表面に接する部分の厚みを薄くすることもできます。
- 半結晶性プラスチック樹脂は、結晶性プラスチック樹脂よりも自然に収縮し、曲がりやすくなることを覚えておくことが重要です。部品や製品にこれらの材料が必要ない場合は、なるべく使用しない方がよいでしょう。
射出成形における反りの問題点+その解決策:
問題#1:注入時間または圧力が不十分
充填に十分な圧力がかからないと、金型にきちんと充填される前にプラスチックが冷えて固まってしまう。
プラスチック射出のホールド時間が十分でない場合、梱包工程はスピードアップされる。
金型への充填圧力や保持時間が十分でないと、分子はまとまりません。つまり、分子は冷えるにつれて無秩序に動き回ることになる。このため、部品の冷却速度が異なり、金型がねじれる原因となる。
解決策
キャストの射出圧力または保持時間を高くする。
課題#2:不十分な滞留時間
の中で樹脂を加熱する時間。 バレル を "滞留時間 "と呼ぶ。分子が一箇所に留まる時間が十分でなければ、熱は物体全体に均等に吸収されない。
材料を十分に加熱しないと、硬くなり、型がきちんと詰まる前に冷めてしまう。冷却の過程で分子が収縮する速度が異なるため、型がねじれてしまうのだ。
解決策
サイクルの冷却部分に時間を追加し、水が一箇所に留まる時間を長くする。こうすることで、材料が適切な時間その場所に留まり、金型が壊れるのを防ぐことができます。
問題#3バレル内の低温
バレルの温度が低すぎると、樹脂が動くほど熱くならない。
同様に、接着剤が流れるのに適切な温度でないまま金型に押し込まれると、分子が正しく詰まる前に固まってしまう。このため、分子の収縮率が異なり、金型がねじれる原因となる。
解決策
バレルの温度を上げる。溶けた材料の温度がショットサイズ全体を通して同じであることを確認する。
こちらもお読みください: 射出成形におけるホットランナープレート設計の簡単なガイド
問題#4:カビが生えやすい低温
金型が十分に熱くなければ、分子が異なる速度で詰め合わされる前に固まってしまい、金型がねじれてしまう。
解決策
樹脂の販売業者の指示に基づいて金型の温度を上げ、必要に応じて調整する。10度変化させるごとに、オペレーターは10回の再安定化を行う。
問題#5:金型内の温度の違い
金型の温度が均一でないと、分子は異なる速度で冷えて収縮する。これによって金型がずれる。
解決策
液状樹脂に触れている金型部品を見てください。パイロメーターを使って、温度差が10度以上あるかどうかを判断する。
しかし、2つの場所の温度差が10度以上あれば、たとえ金型の半分の間であっても、部品の収縮速度や金型のゆがみに差が出てくる。
問題#6:ノズルの低温
先端はバレルと金型の最後の接続部なので、ここを見ることは重要です。開口部が冷たすぎると、樹脂の動きが鈍くなり、分子が正しくまとまりにくくなります。分子がきちんと合わなければ、同時に収縮することはありません。これでは型が反ってしまう。
解決策
この問題を解決するには ノズルのデザイン 流量に影響はない。
ノズルの中には、使用する樹脂用に作られていないものもあります。フローと樹脂に適したノズルを使用しているにもかかわらず、金型が反っている場合は、反りの問題が解決するまでノズルの温度を華氏10度調整する必要があります。
問題#7:フローが足りない
樹脂メーカー各社は、標準的な流量に合わせてさまざまな混合物を製造している。これらの標準的な流速を目安に、壁の薄い製品には流れやすい材料を、壁の厚い製品には硬い材料を選ぶとよいでしょう。
薄肉や厚肉の製品の場合、オペレーターは可能な限り硬い材料を使うべきである。しかし、何かを押すのが難しいほど、その強度は増す。
しかし、材料を押し出すのが難しいと、詰め込む前に固まってしまう可能性がある。そうなると、分子の収縮速度が異なり、金型がずれてしまう。
解決策
メーカーは樹脂の販売業者と協力して、反りを起こさずに最も硬い流動速度を持つ材料を決定する必要がある。
問題#8:不適切な処理サイクル
オペレーターがゲートを開けるのが早すぎて、材料が均等に冷えるのに十分な時間がないうちに製品が出てきた場合、オペレーターは工程サイクルを短くしていることになります。常に同じでない工程サイクルは、制御できない収縮率を引き起こし、金型にゆがみを生じさせる可能性がある。
解決策
製造業者は、自走するプロセス・ループを使用し、緊急事態が発生した場合にのみ介入すべきである。最も重要なことは、工程サイクルを一定に保つことがいかに重要であるかを、すべての作業員に伝えることである。
問題#9:不十分なゲートサイズ
ゲートのサイズが適切でないと、高温の樹脂が流れる速度が遅くなります。ゲートのサイズが小さすぎると、樹脂が充填される速度が十分に遅くなり、ゲートのあるポイントから最後に充填されるポイントまで、圧力が大きく低下してしまいます。
これは分子に物理的なストレスを与える。射出後にこのストレスが取り除かれると、金型の反りが発生する。
解決策
モールドゲートの最適なサイズと形状を見つけるには、樹脂ソースからのデータを使用する必要があります。ほとんどの場合、プラスチック製品の金型の反りを直す最良の方法は、ゲートをできるだけ大きくすることである。
問題#10:ゲート位置の間違い
ゲートの大きさだけでなく、ゲートの位置も金型のゆがみの原因になる。
ゲート位置が部品形状の薄い部分にあり、最後に充填されるポイントがかなり厚い部分にある場合、充填率は薄い部分から厚い部分へと変化する可能性がある。その結果、圧力が大幅に低下する可能性がある。最終的には、この大きな圧力損失が 充填不足.
解決策
ゲートを移動する必要があるかもしれないので、金型を再設計しなければならない。これは、最終製品の機械的特性を満たすためです。
時には、空気損失を減らし、金型に組み込まれる応力を減らすために、さらにゲートを追加する必要がある。
問題#11:不規則射出
金型の射出システムやプレスを定期的にチェックし、交換しないと、正しく機能せず、射出力にムラが生じたり、部品がまっすぐにならなかったりすることがあります。このような問題は、部品が出ないようにしようとする金型にストレスを与える可能性があります。部品が射出され冷却された後、その力によって金型がゆがむ。
解決策
オペレーターは、リリースシステムとプレスが定期的にチェックされ、調整されていることを確認すべきである。すべての調整工具は、部品が動かないようにロックし、十分に油を塗っておくこと。
問題#12:不適切な製品形状
製品の形状も金型の反りの原因になる。部品の形状によって、さまざまな充填パターンになることがあり、その場合、中空の部分によってプラスチックの収縮率が異なることがあります。デザインによって収縮率が不均一になると、反りが発生する可能性がある。
特に、壁の厚みが薄く、厚みがない場所で圧力損失が多い場合はそうだ。
解決策
この点で、Prototoolのようなプロのプラスチック射出成形サービスプロバイダーに相談することは、あなたが時間内に問題に対処し、解決するのに役立ちます。
推奨: なぜCNCプロトタイピングを検討すべきなのか?使用の必要性、限界、専門家のヒント
まとめ
射出成形における反りや、プラスチック製品における反りは、プラスチック製品を製造する際に大きな問題となります。製品や部品の外観に影響を与えるだけでなく、部品の品質や性能にも影響を与えます。
この詳細なガイドを読めば、プラスチック部品の反りの問題を検出し、解決する方法を徹底的に理解することができます。









