プラスチック製品を製造する際、射出成形部品を扱ったことがある人なら、通常、外周に定義線があることを知っているだろう。しかし、なぜこのラインを成形する必要があるのでしょうか?どのように成形するのでしょうか?また、その線はプラスチック製品の品質に影響するのでしょうか?これらは、パーティングラインにおいて調べるべき特定の懸念事項になり得ます。
もしあなたがパーティングラインについてよく知らないのであれば、この記事がその詳細を探るのに役立つだろう。それでは早速、その詳細を見ていこう。
パーティングライン射出成形 - 定義
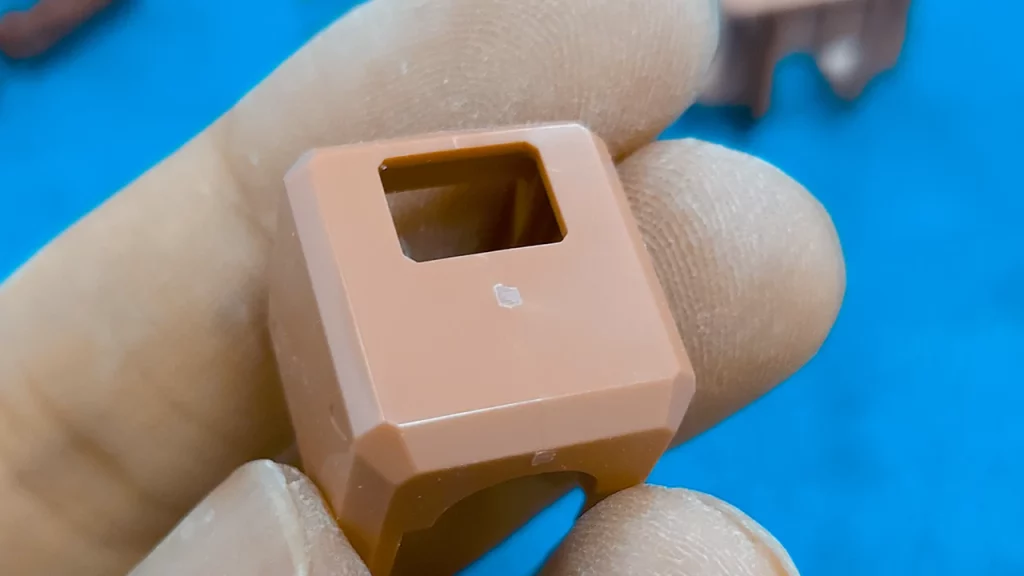
での別れのセリフ。 プラスチック射出成形 とは、金型の2つの閉じた半分が合わさる部分である。さて、射出成形金型はプラスチック製品を2つに分割し、製品を分ける線はパーティングラインと呼ばれる。プラスチックは高圧で金型に注入され、表面特性や欠陥を持ったまま固化する。したがって、パーティングラインの例では、部品の表面にわずかに盛り上がったラインとして現れます。
さて、パーティングラインについて言えば、パーティングラインを避けたりなくしたりすることはほぼ不可能だ。しかし、他の平行あるいは直線的なデザインの特徴と組み合わせてラインをカモフラージュするなどの方法を実践することで、その影響を軽減することはできる。
- ラフな表面テクスチャーとマットな仕上げでラインを隠す
- 線に砂を滑らかにかけ、その後に再塗装する
- リムやキャップなどの突起物の下にパーティングラインを設定する。
パーティングラインのバリ除去のための二次技術には、振動タンブリング、ハンドトリミング、メディアブラスト、極低温脱フラッシングなどがある。

パーティングラインのフォーメーション:
射出成形におけるパーティングラインとは何かを理解したら、次はプラスチック射出成形の工程でこのラインをどのように形成するかを探ってみましょう。パーティングラインとは、成形品のコア部分とキャビティ部分を分ける分離線、あるいは抜き勾配の方向が変わる境界線のことです。金型のパーティング面を作るのにも使われます。
パーティングラインは、エラーではなく、射出成形プロセスによって形成されます。射出成形品を製造するために機械工が使用する金型は、通常2つの部分(固定部分と可動部分)に分かれています。機械工が金型本体を閉じると、金型半体(コアプレート)とキャビティ表面の間にパーティングラインが形成される。
さて、成形品の分離線は通常、製品の製造に使用される金型の開口方向に対して垂直である。機械工が金型を開き、冷えて固まった成形品(これは固定されている)を取り出すときに、金型の可動半分が動き、固定半分から分離する。これが、分割線を形成するプロセス全体の説明である。
それにもかかわらず、機械工や製造業者としては、金型構造を異なる方向から何度も分割しなければならないことがある。これを多段分離という。
パーティングラインの決定
パーティングラインを設定する場合、まずプラスチック成形品上のパーティングラインの形状と位置を明確にしなければなりません。そうして初めて、パーティングラインそのものを決定する作業に移ることができる。金型の穴を開ける方向を決めたら、パーティングラインの位置を決めるのはもっと簡単です。パーティングラインの投影は、金型が開く方向にプラスチック部品の投影と一直線に並ぶ。
そのため、型開きの方向に垂直な直線を突起の外郭に沿って滑らせることができる。この直線が表面に到達する点を座標ごとに計算することができる。これは、パーティングラインに沿った樹脂部の型開き方向への投影が、パーティングラインの投影と同一であるために可能である。
のパーティングライン。 二色成形 は、射出成形時の最終製品のデザインと美的ニーズによっても決まります。また、加工が可能かどうか、金型レイアウトの追い糊をどこに配置するかも考慮される。以下はその3つの分類である:
- 直線が物体表面を直線で横切る場合、直線が物体表面に接する直線上の任意の点をパーティングライン上の点として使用することができる。パーティングライン上の点となる点を選択する方法は、一般的には、その点に隣接する点との接続線が最短となる点を選択することによる。また、相互作用によって決定することも可能である。
- 直線が品物の表面と交差する点が、その位置でパーティングラインが始まる点である。
- 線と対象物との間に複数の交点があるため、グローバル・アプローチ・コーンと金型開口方向との交点はゼロになります。その結果、中子抜きはこの領域で行われるように設計され、金型パーティングラインは中子抜きのサイズと形状に従って設定されなければなりません。
射出成形におけるパーティングラインの種類:
正確には、プラスチック製品の目的と構造によって、射出成形で使用されるパーティングラインの種類が決まります。とはいえ、パーティングラインには主に次の5つの形式がある:
- 縦型
- ステップ
- 傾斜
- カーブ
- そして統合された
パーティングラインのデザイン:あなたにもできる?
最後に、射出成形におけるパーティングラインの利点は、パーティングラインを正しく設計して初めて得られるものです。パーティングラインを作るとき 金型設計 は、射出成形品に適したパーティングラインを探す最初の場所です。ある分野ではその選択肢は明白ですが、別の分野ではそう単純ではないかもしれません。ここでは、プラスチック設計におけるパーティングラインの重要性について説明する。
最初の関心事は、部品に関する金型の開き方向を決定することである。機械工はこれを "絞り線 "と呼ぶ。これは、役のデザインがどのように見えるかを定義するために重要です。また、製品の特徴にどの面を加えるかを知るのにも役立ちます。また、射出成形品の2つの部品が残した残りが、完成品でどのように見えるかを決めるのにも役立ちます。
セパレーション・ラインを選択する際のもうひとつの考慮点は、部品上のどこに部品を配置するかということである。これは プラスチック収縮 金型が冷えると、金型内で部品がずれることがある。そうなると、パーツの機能的な特徴がずれてしまい、価値のないものになってしまう可能性がある。面倒な排出を避けるために、機械工は収縮部分が強く収縮しすぎないようにしなければならない。
この工程では、射出成形の壁をパーティングラインからドラフトで削り取ることで、部品を固定する方法がある。抜き勾配が大きければ大きいほど、部品がばらばらになる可能性は低くなる。
さらに、製品の 製造可能設計(DFM) は、射出成形におけるパーツラインを決定するもう一つの有用なアプローチです。パーツラインの最適な配置を提案し、欠陥の有無をチェックし、製造のために製品を最適化します。これにより、部品に費用対効果の高い生産オプションを提供することができます。
パーティングラインは射出成形品の品質に影響するか?
適切なパーティングラインは、間違いなく完成品の見た目の品質に影響を与える。ほとんどの人は、パーティングラインの不良が強度や耐久性にも影響することを理解する必要がある。最終的な部品の肉厚は、数ミリから1/8インチ程度であることが多く、パーティングラインの品質が悪いと、部品をいかに効果的に組み立てるかが損なわれる可能性があります。を確保する際には、3つの要素を考慮することができる。 射出成形におけるパーティングライン デザインは製品の品質に悪影響を及ぼしません。これらの要素には以下が含まれます:
金型のデザイン:
最終製品の表面仕上げは、金型設計によって決定される。表面仕上げを意図的に施すことで、分割線をなじませたり、部分的に隠したりすることができます。デザインが分離線のタイプに適合できることを確認する必要があります。ただし、垂直のパーティングラインがすべての金型設計で機能するとは限らないことを知っておくことが重要です。したがって、別のアプローチが望ましい場合もある。さらに、金型設計は、金型内を溶融樹脂が流れ、冷却されて完成品が形成される過程にも影響します。冷却速度は摩擦(剪断速度とも呼ばれる)を発生させ、最終製品に張りをもたらし、機能や耐久性を損なう可能性がある。

場所は?
射出成形金型上のパーティングラインの位置は、キャビティとコアがどのように組み合わされ、シールされるかに影響します。半割のフィット感、部品の機能、期待される外観品質、金型製造コストの間で妥協点を見出さなければなりません。極端なフィット感と優れた品質は、金型の当初の予算よりも高くつくかもしれません。一方、低品質の規格では、当初のコストは低くなりますが、高級品を得るために成形後に多くの労力が必要になります。
退場:
金型内で部品が冷却された後、エジェクションの手順により、エジェクターピンが配置された場所にわずかなバリが残ります。金型設計と排出手順は、完成品に影響を与えないことを保証するために考慮する必要があります。
射出成形におけるパーティングラインの詳細やご質問については、お気軽に当社の専門チームにお問い合わせください。 プロトツール.









