Wenn Sie bei der Herstellung von Kunststoffprodukten schon einmal ein spritzgegossenes Bauteil in die Hand genommen haben, wissen Sie, dass es in der Regel eine definierte Linie am äußeren Rand aufweist. Aber warum muss man diese Linie formen? Wie wird sie geformt? Und beeinträchtigt sie die Qualität des Kunststoffprodukts? Das sind einige der Fragen, die Sie im Zusammenhang mit der Trennebene klären sollten.
Wenn Sie mit der Trennungslinie nicht vertraut sind, wird dieser Artikel Ihnen helfen, sie im Detail zu erkunden. Lassen Sie uns also ohne Umschweife in die Details eintauchen.
Trennebenen-Spritzgießen - Definition
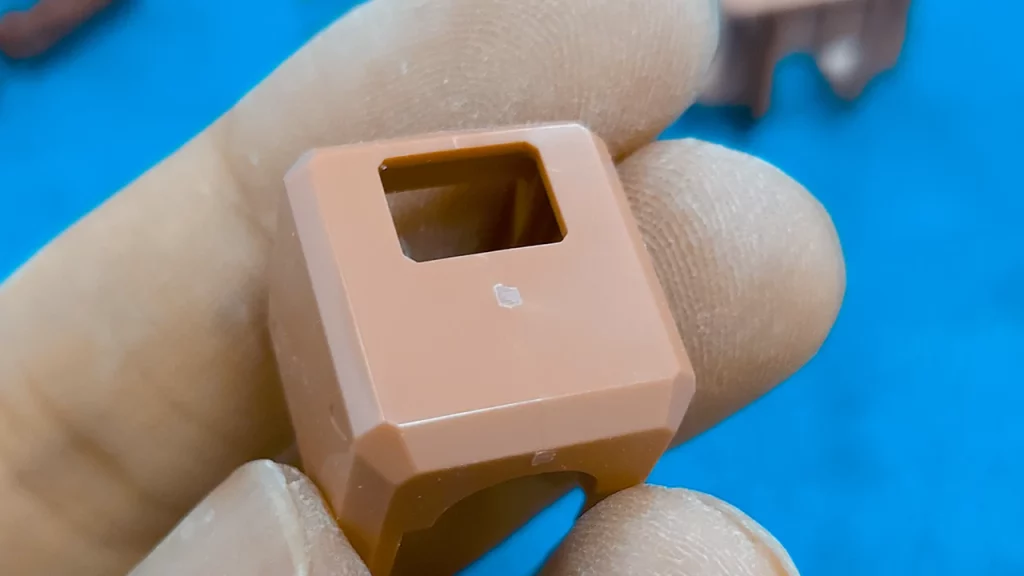
Eine Abschiedszeile in Kunststoff-Spritzguss ist die Stelle, an der sich zwei geschlossene Hälften einer Form treffen. Die Spritzgussform teilt ein Kunststoffprodukt in zwei Teile, und die Linie, die die Produkte voneinander trennt, wird als Trennebene bezeichnet. Der Kunststoff wird mit hohem Druck in die Form gegossen und verfestigt sich mit Oberflächenmerkmalen oder Fehlern. Im Falle der Trennlinie wird diese daher als leicht erhöhte Linie auf der Oberfläche des Teils sichtbar.
Wenn es um die Trennlinie geht, ist es fast unmöglich, sie zu vermeiden oder zu beseitigen. Sie können jedoch die Auswirkungen abmildern, indem Sie die Trennlinie mit anderen parallelen oder linearen Gestaltungsmerkmalen kaschieren.
- Verbergen Sie die Linien mit rauen Oberflächenstrukturen und matten Oberflächen
- Schmirgeln Sie die Linien glatt und streichen Sie sie anschließend neu.
- Setzen Sie die Trennlinie unter ein hervorstehendes Merkmal wie einen Rand oder eine Kappe
Zu den sekundären Techniken zur Beseitigung von Trennfugengraten gehören Vibrationstaumeln, manuelles Entgraten, Strahlen und kryogenes Entgraten.

Formation der Trennungslinie:
Wenn Sie einmal verstanden haben, was eine Trennlinie beim Spritzgießen ist, ist es an der Zeit zu untersuchen, wie diese Linie während des Kunststoff-Spritzgießprozesses geformt wird. Eine Trennebene ist eine Trennlinie, die den Kern- und den Kavitätenbereich eines Formteils voneinander trennt, oder eine Grenzlinie, an der die Entformungsschrägen ihre Richtung ändern. Sie kann auch verwendet werden, um die Trennfläche der Form zu erzeugen.
Trennlinien entstehen durch den Spritzgießprozess und nicht durch einen Fehler. Formen, die von Maschinenführern zur Herstellung von Spritzgusserzeugnissen verwendet werden, sind in der Regel in zwei Teile geteilt (die so genannte feste und die bewegliche Hälfte). Wenn die Maschinenbauer den Formkörper schließen, bildet sich eine Trennlinie zwischen den Formhälften (den Kernplatten) und der Oberfläche des Hohlraums.
Die Trennlinie eines geformten Gegenstandes verläuft in der Regel senkrecht zur Öffnungsrichtung der Form, die zur Herstellung des Produkts verwendet wird. Die bewegliche Hälfte der Form bewegt sich und trennt sich von der festen Hälfte, wenn der Maschinist die Form öffnet und den abgekühlten und erstarrten Gegenstand (der feststehend ist) entnimmt. Dies erklärt den gesamten Prozess der Formung der Trennlinie.
Dennoch müssen Sie als Maschinenbauer oder Hersteller die Formstruktur manchmal mehrmals aus verschiedenen Richtungen trennen. Dies wird als mehrstufiges Trennen bezeichnet.
Bestimmung der Trennungslinie:
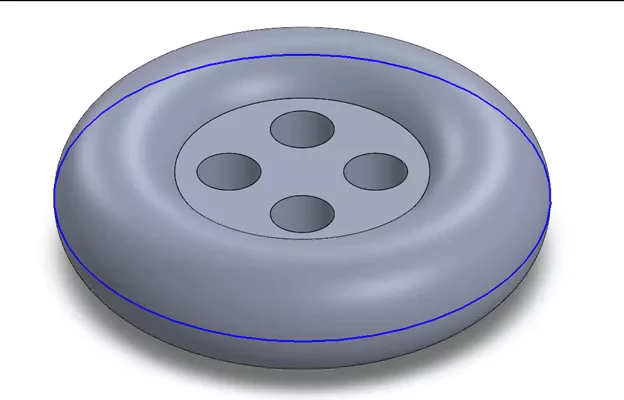
Bei der Festlegung der Trennebene müssen wir zunächst die Form und die Position der Trennebene auf dem Kunststoff-Formteil bestimmen. Erst dann können wir zur Bestimmung der Trennlinie selbst übergehen. Nach der Wahl der Richtung, in der das Formloch geschnitten werden soll, ist es viel einfacher, die Trennlinie zu lokalisieren. Die Projektion der Trennlinie ist mit der Projektion des Kunststoffteils in Richtung der Formöffnung ausgerichtet.
So kann eine gerade Linie, die senkrecht zur Richtung der Formöffnung steht, entlang der Außenkontur des Vorsprungs verschoben werden. Der Punkt, an dem die Gerade die Oberfläche erreicht, kann für jede Koordinate berechnet werden. Dies ist möglich, weil die Projektion des Kunststoffteils entlang der Trennebene in Richtung der Formöffnung mit der Projektion der Trennebene identisch ist.
Die Trennungslinie für eine Zweifarbenform wird auch durch das Design und die ästhetischen Anforderungen an das Endprodukt beim Spritzgießen bestimmt. Es wird auch berücksichtigt, ob die Verarbeitung durchgeführt werden kann und wo der Folgekleber der Form platziert werden soll. Im Folgenden sind die drei Klassifizierungen aufgeführt, die auf sie angewendet werden können:
- Wenn die Gerade die Objektoberfläche in einem Geradensegment schneidet, kann jeder Punkt entlang des Geradensegments, in dem die Gerade auf die Objektoberfläche trifft, als Punkt auf der Trennlinie verwendet werden. Der Ansatz zur Auswahl des Punktes, der als Punkt auf der Trennlinie dienen soll, basiert in der Regel auf der Auswahl des Punktes mit der kürzesten Verbindungslinie zu den Punkten neben ihm. Es ist auch möglich, ihn durch Interaktion zu bestimmen.
- Der Punkt, an dem sich die Gerade mit der Oberfläche des Gegenstands schneidet, ist der Punkt, an dem die Trennlinie an dieser Stelle beginnt.
- Die mehrfachen Schnittpunkte zwischen der Linie und dem Objekt führen dazu, dass der Schnittpunkt zwischen dem globalen Annäherungskegel und der Öffnungsrichtung der Form gleich Null ist. Daher ist der Kernzug so ausgelegt, dass er in diesem Bereich stattfindet, und die Formtrennlinie muss entsprechend der Größe und Form des Kernzugs festgelegt werden.
Arten von Trennebenen beim Spritzgießen:
Der Zweck und die Struktur des Kunststoffteils bestimmen die Art der Trennlinie, die beim Spritzgießen verwendet wird. Nichtsdestotrotz gibt es fünf Hauptformen von Trennlinien, darunter:
- Vertikal
- Abgestuft
- Geneigt
- Gebogen
- Und integriert
Gestaltung einer Trennungslinie: Wie können Sie es auch tun?
Schließlich können Sie die Vorteile von Trennebenen beim Spritzgießen in der Kunststoffproduktion nur nutzen, wenn Sie die Trennebene richtig gestalten. Bei der Erstellung der Trennebene muss die Formgestaltung ist die erste Anlaufstelle für die Suche nach einer geeigneten Trennlinie für ein Spritzgussprodukt. In einigen Bereichen ist die Option offensichtlich, während sie in anderen vielleicht nicht so eindeutig ist. Die Bedeutung von Trennlinien in der Kunststoffgestaltung wird in diesem Abschnitt erörtert.
Das erste Anliegen ist die Bestimmung der Öffnungsrichtung der Form in Bezug auf das Teil. Maschinenbauer bezeichnen dies als "die Ziehlinie". Es ist von entscheidender Bedeutung, um zu definieren, wie das Design der Rolle aussehen wird. Sie hilft auch zu wissen, welche Seiten zu den Merkmalen des Produkts hinzugefügt werden sollen. Sie hilft auch bei der Bestimmung, wie die Reste, die von den beiden Teilen des spritzgegossenen Objekts übrig bleiben, auf dem fertigen Produkt aussehen werden.
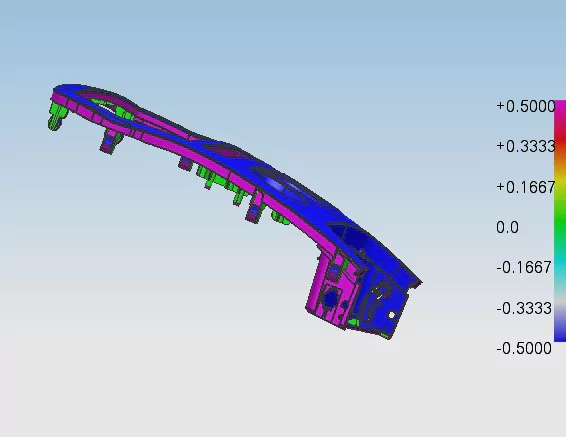
Eine weitere Überlegung bei der Wahl der Trennlinie ist, wo die Komponenten auf dem Teil platziert werden sollen. Dies liegt daran, dass die Schrumpfung von Kunststoff während des Abkühlens kann das Teil in der Form verrutschen. Dies könnte dazu führen, dass die Funktionsmerkmale des Teils verschoben werden und es dadurch wertlos wird. Um ein problematisches Auswerfen zu vermeiden, sollten die Bearbeiter darauf achten, dass der schrumpfende Teil nicht zu stark schrumpft.
Bei diesem Verfahren besteht eine Methode zur Fixierung der Komponenten darin, die Wand des Spritzgussteils von der Trennebene wegzuziehen. Je mehr Verzug vorhanden ist, desto geringer ist die Wahrscheinlichkeit, dass die Teile auseinanderbrechen.
Außerdem sollte die Überprüfung der Produkt Design für Herstellbarkeit (DFM) ist ein weiterer hilfreicher Ansatz zur Bestimmung der Bauteillinie beim Spritzgießen. Es schlägt die optimalen Platzierungen für Ihre Bauteillinie vor, prüft auf Fehler und optimiert Ihr Produkt für die Fertigung. Dies trägt dazu bei, kosteneffiziente Produktionsoptionen für Ihr Teil bereitzustellen.
Beeinträchtigt eine Trennebene die Qualität eines Spritzgussprodukts?
Richtig konstruierte Trennebenen können sich zweifellos auf die optische Qualität des Endprodukts auswirken. Die meisten Menschen müssen sich darüber im Klaren sein, dass eine schlechte Trennebene auch die Festigkeit und Haltbarkeit beeinträchtigen kann. Die Wandstärke eines fertigen Teils beträgt oft nur wenige Millimeter oder 1/8-Zoll, und eine schlechte Qualität der Trennfuge kann die Wirksamkeit des Zusammenfügens der Teile beeinträchtigen. Sie können drei Faktoren berücksichtigen, um sicherzustellen, dass die Trennebene beim Spritzgießen das Design die Qualität Ihres Produkts nicht beeinträchtigt. Zu diesen Faktoren gehören:
Formenbau:
Die Oberflächenbeschaffenheit des Endprodukts wird durch das Design der Form bestimmt. Ein Oberflächenfinish kann absichtlich aufgebracht werden, um die Trennlinie zu überdecken oder teilweise zu verbergen. Sie müssen sicherstellen, dass das Design für die Art der Trennlinie geeignet ist. Es ist jedoch wichtig zu wissen, dass eine vertikale Trennlinie nicht bei allen Formenkonstruktionen möglich ist. Daher kann ein anderer Ansatz vorzuziehen sein. Darüber hinaus beeinflusst das Design der Form den Fluss des geschmolzenen Harzes durch die Form und die Abkühlung zur Bildung des fertigen Objekts. Die Abkühlgeschwindigkeit kann Reibung erzeugen (auch als Scherrate bekannt), was zu Spannungen im fertigen Gegenstand und einem Verlust an Funktion und Haltbarkeit führt.

Standort:
Die Lage der Trennebene an der Spritzgussform beeinflusst, wie Kavität und Kern zusammenkommen und abdichten. Es muss ein Kompromiss zwischen der Passform der Hälften, der Funktion des Teils, den Erwartungen an die optische Qualität und den Kosten für die Herstellung der Form gefunden werden. Extreme Passgenauigkeit und gute Qualität können mehr kosten als das ursprüngliche Budget für die Form. Andererseits sind die Kosten für minderwertige Standards zunächst geringer, erfordern aber nach dem Gießen einen höheren Arbeitsaufwand, um ein höherwertiges Teil zu erhalten.
Rauswurf:
Nachdem das Teil in der Form abgekühlt ist, hinterlässt das Auswerfverfahren an den Stellen, an denen die Auswerferstifte angebracht sind, geringe Mengen an Grat. Die Konstruktion der Form und das Ausstoßverfahren sollten berücksichtigt werden, um sicherzustellen, dass sie das fertige Produkt nicht beeinträchtigen.
Für weitere Details und Fragen zum Thema Trennebene beim Spritzgießen, wenden Sie sich bitte an unser professionelles Team unter Prototool.









