Wenn sich ein Ventilator dreht, drücken seine abgewinkelten Schaufeln die Luft von hinten kontinuierlich nach vorne und erzeugen durch Luftscheren Wind. Die von den rotierenden Ventilatorflügeln erzeugte Zentrifugalkraft lenkt den Luftstrom. Die maximale Windkraft und Geschwindigkeit treten auf, wenn die Flügel in einem Winkel von 45 Grad zur Mittellinie stehen, wobei der Wind bei 90 Grad am stärksten gestreut wird. Aus mechanischer Sicht sind die Schaufeln des Ventilators in der Regel ungerade nummeriert, wobei 3 oder 5 Schaufeln üblich sind. Diese Asymmetrie hilft bei der Energieeffizienz. Wenn ein Flügel ein niedriges Energiepotenzial hat, können die anderen, die ein höheres Potenzial haben, ihn leicht mit Hilfe von Trägheitskräften antreiben.
Konstruktionsspezifikationen des Ventilatorflügels
Der Ventilatorflügel einer bekannten Marke hat die Maße ø335,50 mm x 42,30 mm. Es hat eine durchschnittliche Wandstärke von 3,20 mm, besteht aus PP-Material und hat eine Schrumpfungsrate von 1,008. In der Mitte des Kunststoffteils ist ein Einsatz aus rostfreiem Stahl eingearbeitet, um die Verschleißfestigkeit zu erhöhen. Die technischen Anforderungen schreiben vor, dass keine Defekte wie Spitzen, unzureichende Einspritzungen, Fließlinien, Poren, Verwerfungen, Silberschlieren, kaltes Material, Spritzer oder Blasen auftreten dürfen. Die Verwendung von Formtrennmitteln ist während des Formprozesses verboten.
Grundsätze der Konstruktion von Ventilatorschaufelformen
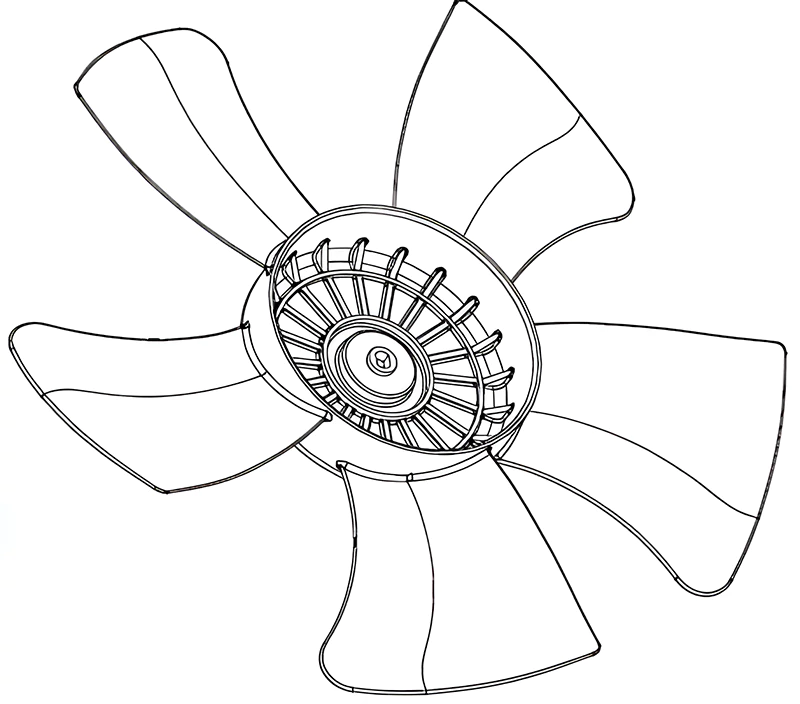
Das in Abbildung 1 gezeigte Ventilatorschaufelteil ist relativ einfach aufgebaut. In diesem Artikel werden die wichtigsten Aspekte der Konstruktion und Herstellung von Ventilatorschaufelwerkzeugen erörtert. Er konzentriert sich auf zwei Hauptanforderungen: das Prinzip der Schwerpunktsausrichtung und das dynamische Gleichgewicht. Bei minderwertigen Ventilatoren kommt es aufgrund von Fertigungsfehlern häufig zu "Exzentrizität", was mit der Zeit zu Geräuschen, Vibrationen und erhöhtem Verschleiß führt. Die Sicherstellung des Gleichgewichts bei der Konstruktion von Formen und die Verbesserung der Herstellungsprozesse sind für die Produktion hochwertiger Ventilatorflügel von entscheidender Bedeutung.
Werkzeuglayout und Anschnittsystem
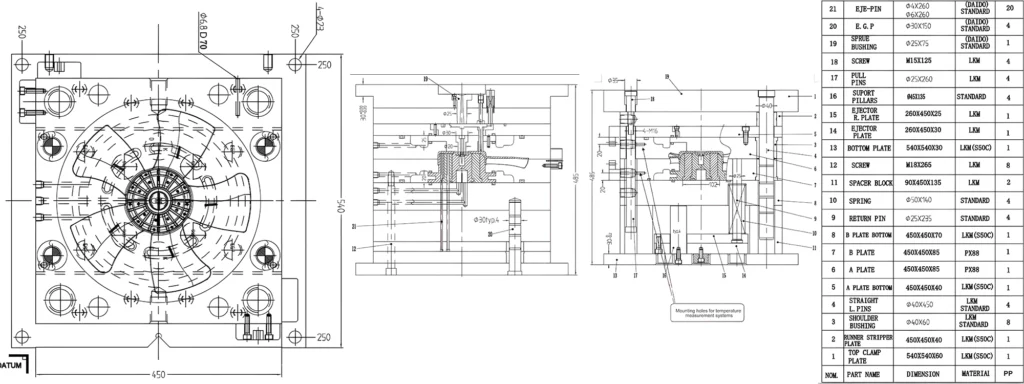
Das Teil ist fast kreisförmig, mit 5 gleichmäßig über den Umfang verteilten Schaufeln. Angesichts der Größe des Teils ist die Anordnung der Kavität 1×1, wobei die Werkzeugbasis FAI 4545 A60 B60 C135 ist. Die Form des Fächerflügels erfordert ein Punktanschnittsystem. Die Größe des Teils erfordert 5 Punktanschnitte. Jeder Anschnitt befindet sich in der Nähe des Randes der zentralen Kuppel, in der Nähe der einzelnen Schaufeln, wie in Abbildung 2 dargestellt. Ein ausgewogenes Anschnittsystem gewährleistet eine gleichmäßige Materialverteilung, die für die Gleichmäßigkeit der Abmessungen und des Gewichts der einzelnen Schaufeln entscheidend ist.
Formstruktur und Kühlsystem
Die Struktur der Form ist einfach, es gibt keine komplexen Schieber oder Schrägmechanismen. Alle Konstruktions- und Bearbeitungsaspekte drehen sich um das "Gleichgewicht". Die Auslegung des Kühlsystems der Form erreicht das Gleichgewicht. Es ist zwischen den vorderen Platten 5 und 6 und den hinteren Platten 7 und 8 eingebettet. Das System verfügt über große kreisförmige Kühlkanäle und Dichtungsringe. Strategisch platzierte Thermoelemente an der A- und B-Platte dienen der Temperaturüberwachung und -kontrolle.
Bearbeitung und Montage für Präzision
Die Auswuchtung ist nicht nur bei der Konstruktion der Form entscheidend, sondern auch bei der Bearbeitung. Die vorderen und hinteren Formkerne erfordern eine Hochgeschwindigkeitsbearbeitung mit hochwertigen Werkzeugen und neuen Schaufeln, um identische Form- und Maßtoleranzen für jede Schaufel zu gewährleisten. Nach der Präzisionsbearbeitung ist vor dem Zusammenbau eine 3-Koordinaten-Prüfung obligatorisch.
Eine schnelle Werkzeugspannung ist beim modernen Spritzgießen für eine effiziente Produktion unerlässlich. Diese Form verwendet ein mechanisches Schnellspannsystem mit V-Nuten auf den festen und beweglichen Formplatten, mit engen Toleranzen bei Breite, Winkel und Plattendicke.
Die Verbindung zwischen den 5 Schaufeln und der zentralen Kuppel ist eine Schrägverbindung, bei der die vorderen und hinteren Formkerne ineinander greifen müssen. Ein kleiner Entformungswinkel von 0,25º an der Außenseite der Seitenwand der Kuppel erfüllt ästhetische Anforderungen, ohne die Entformung zu behindern, wenn man das PP-Material berücksichtigt.









