Although the plastics manufacturing business has been more productive thanks to plastic injection molding service, its finished products don’t always meet the client’s expectations. From lack of efficiency in managing the injection molding process to operating errors, production errors, and whatnot – different aspects of this production approach can lead to common injection molding defects. Air bubbles or vacuum voids are one such common injection molding defect that is often overlooked. While they may seem minor, facing vacuum voids in injection molding can make a product inefficient and low quality.
Now if you’re wary of this issue and don’t want to make it affect your production quality and consistency in any way, let’s dive deeper into the causes of vacuum voids in injection molding.
This article will closely explore how you can get rid of this common defect, maintaining the quality of the final product.
こちらもお読みください: 金型製作はなぜ難しいのか?
Identifying Vacuum Voids in Injection Molding:
Vacuum voids, also known as air pockets, are pockets of air that remain after a plastic part has been molded. Larger or more numerous voids can weaken the molded item.
However, this is often considered a “minor” flaw that does not necessarily jeopardize the product’s functionality. You can see an example of a vacuum void occurrence in a heated product:
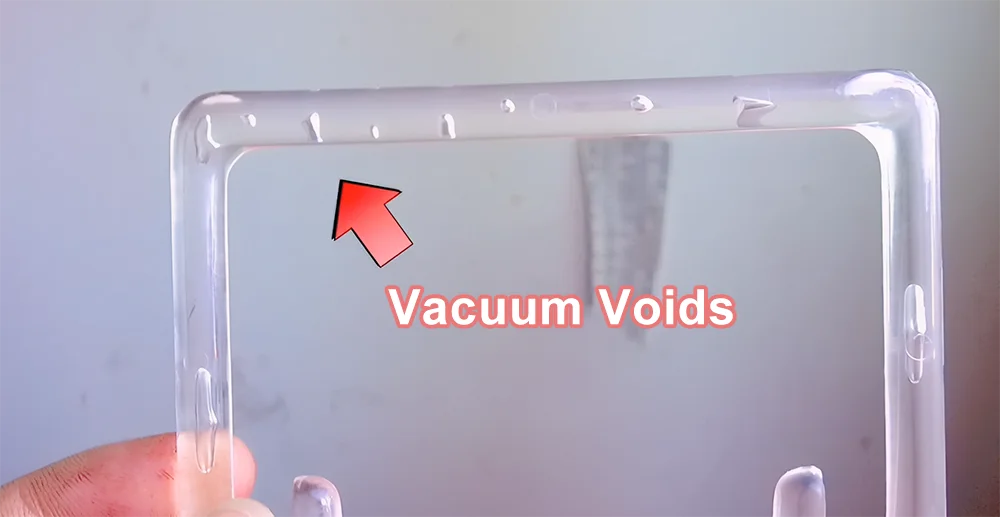
収縮 in the interior of a plastic item commonly results in vacuum voids. In pieces made of see-through plastic, they are readily apparent. Opaque plastic components do not readily show them, but one can locate them through sectioning or CT scanning.
Injection-molded items with thick walls frequently have problems, such as vacuum spaces. Locations, where many channels converge to form a rib or wall are common places to find them in molds. These regions are particularly vulnerable to irregular cooling and shrinkage in the mold.
Is It a Bubble or a Void?
When addressing common injection molding defects, it can often be confusing to differentiate between bubbles and a void.
Precisely, bubbles result from gas forming in the melt stream under pressure. In contrast, the phenomenon known as “voids” refers to occurrences of plastic shrinkage that result in a space within the plastic wall stock.

Applying gradual heat to the region with a torch or heat gun will help you establish whether the features you observe are bubbles or voids. The wall stock will fall and reveal a sink if a void exists.
On the other hand, if it is a bubble, the wall stock will inflate because the gas contained within will expand.
Vacuum Voids & Gas Pockets: Are They Different?
Yes, they are both different. While air bubbles or vacuum voids in injection molding may seem similar to gas pockets, they are two different defects, both common in injection molded products.
But how do you know your issue before opting for a solution? Simply put, there is a clear distinction between the two, which can be determined with the help of a straightforward heat test, even though both problems are fundamentally associated with airflow.
If you warm the plastic component responsible for the bubble’s formation, it will either deflate or swell. If the bubble grows larger, the resulting space is a gas pocket; if the bubble shrinks, the resulting space is a vacuum void.
Because jetting is a front flow issue, gas pockets can appear in the completed item as a result of the process.
Causes of Vacuum Voids in Injection Molding:
During the cooling process, vacuum voids in injection molding can form anywhere in part —inside or outside the mold—but it most commonly occurs in the thicker regions.
Typically, when a part is thick, the core cools more slowly, which causes the polymer to shrink more, which in turn causes it to pull away from itself, creating a bubble.
So, when you’re increasing the temperature of the mold, it may cause the bubble to vanish but may result in the formation of a sink. This is evidence that the bubble in question was void.
Having said that, internal stresses, such as voids, are warning indicators that the part may not operate as planned. So it is important to address these voids before finalizing a part.
At most, the cause of vacuum voids is insufficient plastic, so it is recommended that additional material be packed into the hollow.
関連: 射出成形でよくある問題、ショートショットの特定と修正
Troubleshooting Vacuum Voids:
Unsure how to prevent vacuum vents in injection molding? To prevent this issue, consider modifying the injection molding method once you have determined the root cause of the vacuum void.
For instance, you can make alterations or troubleshoot this issue by working on the mold’s design, injection pressure, cooling rate, runner size, gate size, or other parameters.
Either way, it is important to identify the cause first before finalizing what troubleshooting approach you will proceed with further. Now, let’s go ahead and explore the most effective troubleshooting options for vacuum vents:
● Fix the Mold Design:
In most cases, vacuum voids result from thick wall portions. It is important to keep in mind that the steel of the mold will be cooler than the molten plastic material, which will form a void.
Because the outside of the mold will cool more quickly than the inside, it is necessary to consider the holding pressure and time for the molten plastic to align itself properly with the mold’s walls.
In most cases, vacuum gaps are typically brought on by walls that are either nonuniform or excessively thick, and one of the most effective methods for removing vacuum voids is to rebuild the plastic part so that there are no thick parts.
So incorporating a higher mold temperature that enables all surfaces to cool at a more consistent rate is yet another method. We can use this method.
You can also repair the vacuum spaces by expanding the size of the gate or relocating the gate to a piece of the part that is already thicker. This prevents the material from prematurely cooling in the most susceptible to voids.
A larger ゲート that requires more time to solidify will not only permit more molten material to flow into the 空洞, but will also compensate for the shrinkage caused by the mold.
In addition, the manufacturer might also consider expanding the size of the cold runners. However, this should be determined by the material being utilized in the production of the plastic component.
● Alter the Parameters Involved in Injection Molding Process:
Researchers have determined that thick or nonuniform walls are more likely to be the cause of forming vacuum voids. This finding clearly indicates that maintaining a consistent wall thickness is necessary to prevent vacuum spaces. Yet, avoiding using walls with a greater thickness is not always possible.
When molding thicker pieces than 6 millimeters, it is more difficult to prevent the formation of vacuum voids.
When the outer layer of the part cools at a higher rate than the inner layer, vacuum voids are created because the inner layer is forced to pull apart.
This ultimately results in the production of vacuum voids. When such a situation arises, the processing settings will usually exert the most significant influence in minimizing voids.
To correct the vacuum voids, you can make adjustments to the following process parameters in any combination that works for you:
- Boosting the shot size, the screw forward time, the hold pressure, the injection pressure, and the mold temperature, respectively.
- lowering the temperature of the melt lowering the speed of the injection process
It is also worth noting that while you inject the material into the molds, an insufficient amount of injection pressure is typically one of the primary contributors to the formation of vacuum voids. This pressure causes the material in the outermost layer, which is the one that is nearest to the wall, to cool more quickly.
Eventually, this quick cooling causes air bubbles to become trapped and leaves vacuum spaces within the substance of the product. Therefore, injecting the molten plastic at high pressure is necessary to forestall the creation of vacuum voids.
Additionally, this process eliminates air bubbles by packing additional material into the mold in a concentrated manner.
● Finalize the Materials Wisely:
It is vital to keep a close eye on the materials and their additives since they can also contribute to the production of voids. While the design of the mold and the process parameters may be the primary sources of voids, it is important to keep an eye on both factors.
You should select materials that have a viscosity that is as low as possible, if at all possible. The resistance to flow is what we mean when we talk about viscosity.
Speaking of which, the bubbles that form in liquids with a lower viscosity tend to become flatter due to the effects of inertia. As a result, this reduces the likelihood that molten plastic will contain air bubbles.
Materials with a low viscosity can be described as having a thin and rapid flow, while materials with a high viscosity can be described as having a thick and slow flow. Styrene, for instance, has a higher viscosity than nylon, which means that nylon flows more smoothly and quickly than styrene.
You should be aware that another factor that plays a significant part in determining the viscosity is the temperature. Increasing the temperature will cause the material’s viscosity to decrease, which will, in turn, result in an increase in the flow rate.
However, temperatures that are too high not only lengthen the total cycle time but also harm the materials. Therefore, higher temperatures can cause the breakdown of materials and the generation of more gas.
You should also cool the molten material in a regulated manner to help avoid the formation of vacuum voids.
Lastly, it is crucial to thoroughly dry the material and eliminate any traces of moisture. This reduces the amount of off-gassing that could occur due to moisture, which could contribute to voids.
Wrapping Up:
Vacuum gaps in molded parts can reduce manufacturing efficiency for many reasons. Therefore, it is important to ensure that the part you are producing does not consist of any common injection molded defect mentioned above.
The best way to do that is by understanding the causes of common injection molding defects like vacuum voids and seeking the assistance of a professional manufacturer like Prototool to ensure that the part you produce and launch in the market is defect-free.









