Maquinação por descarga eléctrica surgiu como uma alternativa viável para as empresas devido aos inúmeros inconvenientes das técnicas de maquinagem convencionais. Utilização da energia térmica, EDM é uma forma fiável e eficaz de remover material extra de uma peça de trabalho. Os fabricantes utilizam este método para criar artigos que, de outra forma, seriam difíceis ou impossíveis de produzir. Para aplicações de maquinação extremamente exigentes, a maquinação por descarga eléctrica continua a ser a solução. Os engenheiros podem alterar materiais em situações em que os procedimentos convencionais são difíceis ou impossíveis. Os componentes de alta qualidade são produzidos como resultado deste procedimento distinto.
Numerosos sectores utilizam a maquinagem por descarga eléctrica, incluindo automóvel, eletrónica, aeroespacial, farmacêutico, alimentos e bebida, estampageme defesa. Este artigo explica os princípios da EDM, os seus vários subgéneros e como tirar o máximo partido dela.
EDM: O que é?
Já deve ter ouvido a expressão "maquinagem por faísca,” “morrer a afundar-se,” “erosão do fio," e "erosão da faísca" de passagem. A maquinagem por descarga eléctrica é designada por alguns engenheiros e produtores com esta terminologia (EDM). Mas o que é exatamente a EDM? A EDM, na sua forma mais básica, utiliza energia térmica para remover material extra de uma peça de trabalho.
Os materiais duros são frequentemente maquinados utilizando a técnica de maquinação não convencional muito apreciada, conhecida como maquinação por descarga eléctrica (EDM). Esta técnica é muito apreciada porque a EDM pode trabalhar com qualquer material, independentemente da sua dureza. O método EDM não envolve força mecânica, como já foi explicado. Graças a este processo de produção, os engenheiros podem obter as formas necessárias apenas através de descargas eléctricas. Trata-se de uma operação muito precisa sem utilizar uma ferramenta na peça. O EDM é frequentemente a melhor opção quando se trabalha com materiais duros como o titânio ou se produzem formas complexas.

O que é o processo de maquinagem por descarga eléctrica?
Embora o termo possa parecer simples, o procedimento real é um pouco mais complexo. Utilizando EDM, o material é removido de uma peça de trabalho através de uma série de descargas de corrente repetitivas e de alta velocidade entre eléctrodos. É utilizado um fluido dielétrico para separar estes eléctrodos. Depois disso, é aplicada uma tensão ao fluido dielétrico. É fundamental lembrar que a produção EDM só funciona com materiais condutores de eletricidade.
Um desses eléctrodos pode alterar a forma para se adequar à função pretendida. O "ânodo" ou "elétrodo" representa a peça de trabalho. O elétrodo-ferramenta, por vezes conhecido como "cátodo," é o elétrodo adicional. A ideia fundamental subjacente a este procedimento é a erosão controlada do material por faíscas eléctricas. Para que isso aconteça, os dois eléctrodos têm de ficar afastados.
A diferença de potencial entre o elétrodo e a peça de trabalho é aplicada sob a forma de impulsos. O campo elétrico intensifica-se à medida que o elétrodo se aproxima da peça de trabalho e preenche o pequeno espaço entre eles. Continua até que a intensidade se desfaça. A substância é aquecida a uma temperatura extremamente elevada através da descarga eléctrica. Alguns componentes do material derretem como resultado do aquecimento. O material extra pode ser retirado através da manutenção de um fluxo constante de fluido dielétrico. Além disso, o líquido ajuda a arrefecer enquanto a máquina está a ser utilizada.
Diferentes abordagens de maquinagem por descarga eléctrica:
O processo EDM é simultaneamente novo e tradicional. No entanto, não existe apenas uma forma de efetuar este processo. Por conseguinte, isto não o implica. A EDM existe em três sabores diferentes. Se um tipo não funcionar bem, isto ajuda a garantir que existem outras opções. Entre as várias formas de maquinagem por descarga eléctrica encontram-se:
EDM de furos:
Como o próprio nome indica, perfuração EDM ajuda especificamente a perfuração rápida. Como os eléctrodos utilizados na EDM de furos são tubulares, o fluido dielétrico pode passar facilmente através deles. A EDM de furos pode criar furos incrivelmente pequenos e profundos, ao contrário das técnicas de perfuração convencionais. Além disso, a rebarbação não é necessária para estes furos. Este procedimento torna a perfuração de furos precisos mais rápida do que os métodos tradicionais, independentemente do tipo ou da dureza do metal.
EDM de fio:
Spark EDM e erosão de fio são dois outros nomes para o processo conhecido como EDM de fio. Esta técnica utiliza latão ou um fio de cobre fino para cortar a peça de trabalho. O elétrodo, neste caso, é o fio fino. A água desionizada é normalmente utilizada como líquido dielétrico neste cenário. O fio desdobra-se continuamente durante a operação, utilizando uma bobina para receber uma alimentação automática.
Isto é para que a peça de trabalho e o fio não interfiram com a descarga eléctrica. Por conseguinte, o corte necessita de um novo canal de descarga. Esta estratégia é eficaz em grande medida. Os engenheiros têm de ter em atenção que o fio deve atravessar totalmente a peça de trabalho. No fundo, efectua assim cortes bidimensionais em componentes tridimensionais. Os resultados são frequentemente comparáveis aos do processo convencional Maquinação CNC métodos.
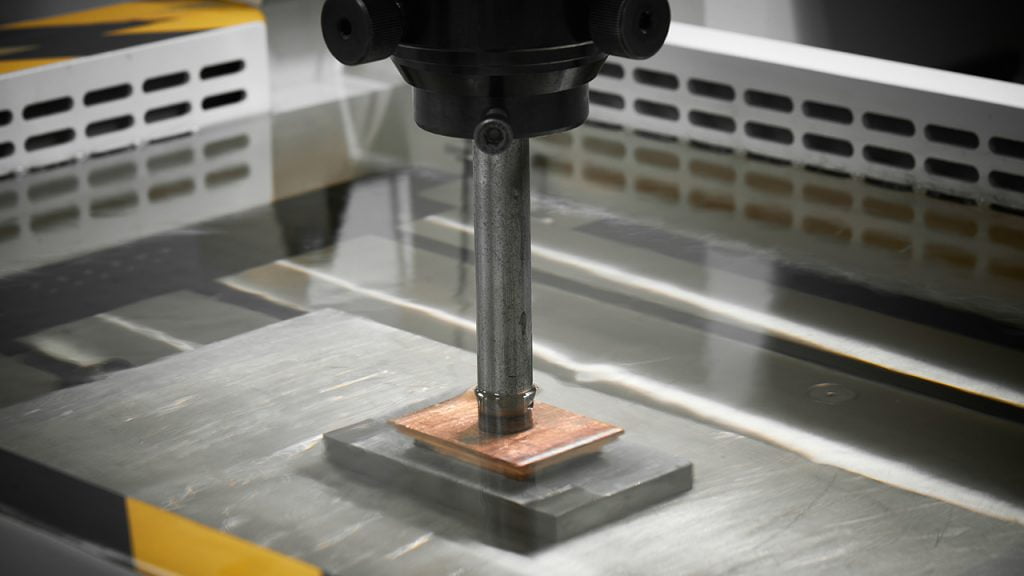
Sinker EDM:
Os seus outros nomes são Ram EDM, morrer a afundar-see EDM do tipo cavidade. Esta é a EDM padrão porque produz formas de cavidade complexas para várias aplicações de fundição, incluindo a moldagem por injeção de plástico.
Este procedimento utiliza eléctrodos de cobre ou grafite pré-usinados para criar um "positivo" da forma desejada. Em seguida, o elétrodo é pressionado na peça de trabalho para produzir um negativo da forma original do material. Quando se utiliza a EDM com chumbada, há diversas variáveis que podem afetar a seleção do material do elétrodo. Estas consistem na condutividade do elétrodo e na resistência ao desgaste erosivo; normalmente, a grafite é mais simples de trabalhar do que o material de cobre. O cobre, no entanto, é mais vantajoso e robusto.

Benefícios da maquinagem por descarga eléctrica:
A utilização de EDM na produção tem várias vantagens distintas. Estes incluem, entre outros:
Não há nenhuma força mecânica aplicada:
O facto de não ser aplicada qualquer força mecânica à peça de trabalho é uma vantagem adicional importante. Consequentemente, não precisa de se preocupar com a criação de contornos frágeis. Uma vez que não é necessário um poder de corte intenso antes da remoção do material, isto torna-se simples. Não há tensão mecânica entre a ferramenta e a peça de trabalho nunca entra em contacto.
Permite uma variedade de formas e profundidades:
Com o EDM, alcançar formas e profundidades com uma ferramenta de corte parece inatingível. É uma técnica de processamento profundo bem sucedida com comprimentos de ferramenta e relações de diâmetro extremamente grandes. O processo EDM simplifica o corte de cantos interiores com arestas vivas, pequenos orifíciose costelas profundas.
Utilize qualquer material condutor de eletricidade para o seu trabalho:
A primeira coisa que vem à mente quando se pensa na produção EDM é a sua versatilidade em termos de materiais. A EDM é sempre o melhor método, desde que o material seja condutor de eletricidade. Consequentemente, podem ser maquinados artigos que constituem um desafio para as técnicas de maquinagem convencionais. As peças construídas em titânio e carboneto de tungsténio estão entre elas.
Melhora o acabamento da superfície Favorece:
Os fabricantes também afirmam que a EDM melhora a suavidade da superfície da moldagem por injeção mais do que as técnicas anteriores. A técnica EDM produz superfícies com grande precisão e acabamentos requintados. É possível que seja este o caso.
Operação em material endurecido:
Antes de a peça ser endurecida, é necessário efetuar outras operações de maquinação convencionais. A EDM, no entanto, funciona sem falhas em materiais que já foram endurecidos. Como resultado, é simples evitar qualquer deformação potencial relacionada com o calor.
Aplicações de maquinagem por descarga eléctrica:
A utilização de EDM no fabrico de pequenos volumes permite a implementação de vários procedimentos. Entre eles, a fresagem, o torneamento, a perfuração de pequenos orifícios e outras operações. Além disso, uma variedade de indústrias, incluindo os sectores aeroespacial e automóvel, podem beneficiar desta técnica especial.
As aplicações seguintes beneficiam da capacidade desta técnica para produzir formas distintas e precisas:
Perfuração de pequenos furos:
Independentemente da dureza do material, a maquinagem por descarga eléctrica é um método rápido e eficaz para produzir furos minúsculos profundos e precisos. Durante o processo de perfuração, é utilizado um tubo de elétrodo feito de latão para dirigir as descargas eléctricas para a substância. Isto facilita a realização de pequenos furos de diferentes tamanhos. Pode fazer furos em faces inclinadas e noutros locais difíceis, o que é interessante.
Fundição injectada:
As aplicações para a produção de matrizes são outra área em que a EDM se destaca. É necessária uma precisão extrema na produção de matrizes altamente personalizadas. Cantos interiores afiados, nervuras substanciais e outros detalhes pormenorizados estão presentes nestas matrizes. Além disso, as ligas de aço excecionalmente duras são frequentemente utilizadas para fabricar matrizes. Normalmente, estas ligas são mais difíceis de processar utilizando técnicas convencionais. Antes do tratamento térmico, as ligas de aço duro podem ter de ser acabadas, o que pode comprometer a precisão dos pormenores. A utilização da técnica EDM é, portanto, mais adequada.
Moldagem por injeção:
A EDM é normalmente necessária para produzir moldes com a dimensão, profundidade e forma corretas. É a principal técnica de moldagem por injeção que os produtores de moldes utilizam. O principal tipo utilizado neste caso é a EDM de fio. É muitas vezes a melhor forma de empregar porque a moldagem por injeção exige uma variedade de peças delicadas e intrincadas. Além disso, produz frequentemente um acabamento de superfície EDM extremamente preciso e fino.
Se procura as melhores respostas para todos os seus exigências de maquinagem por descarga eléctrica, Prototool é o caminho a seguir. Eles garantem que a utilização das suas soluções será fácil e cómoda, ao mesmo tempo que fornecem os melhores serviços disponíveis. Além disso, tomarão medidas adicionais para garantir que todas as suas exigências sejam satisfeitas.









