プラスチックは、間違いなく非常に多用途である。レスポンス射出成形を採用する場合、二種類の目的が存在する。. インジェクターは訴訟、いとこ、および追加のリコールリスクを引き起こす可能性がある. 医療機器にとって最も効果的な製造プロセスは 反応射出成形. 医療機器の製造にはより大型で複雑な機械が必要だが、生産量はごく少量である。特に高価な医療機器の場合、年間販売台数が数百台から数千台に満たないことに気づいたことはないだろうか?より大型で複雑な機械は、少量生産では採算が取れないためである。 高度な装置 少量生産される医療機器などにおいては、反応射出成形が最適な製造技術である。.
ほとんどの医療機器、特に高価なものは、年間わずか数百台から数千台という数量で販売されている。その結果、医療分野は反応射出成形品の主要な市場となっている。.

反応射出成形 は 最適なポイント 医療機器製造 消費者に訴求する魅力的なデザインを実現し、医療機器の市場性を高めるためです。反応射出成形は主要な医療機器に最適な選択肢です。医療機器向け反応成形の品質について、さらに詳しくご覧ください。.
反応射出成形プロセスは医療機器においてコスト効率に優れる
大型医療機器は理論的には様々な方法を用いて製造される可能性がある。 反応射出成形製造 技術、例えば射出成形や 熱成形. しかし、これらの手法は費用対効果が低い場合が多い。.
反応射出成形プロセスは最も 経済的な製造技術 高価で複雑な医療機器を少量生産するために。 安価な金型費用 その特性は、大規模で複雑な医療機器における費用対効果に大きく寄与している。年間数百台から数千台程度の大型部品装置しか製造しない場合、安価なツールを開発する方が有利である。.
射出成形では、レスポンス射出成形とは対照的に、十分な大きさの金型を製作して大規模な医療部品を形成するには、かなり高額な費用がかかる。その結果、 反応射出成形 反応射出成形は、部品単価の製造コストが射出成形などの他の成形技術よりも高くなる可能性があるが、必要な巨大設備の低コストがこの点を十分に補う。反応射出成形は、はるかに多くの 費用対効果の高い医療機器の開発.
医療機器は反応射出成形の魅力的なデザインにより、より魅力的になっている
美しい医療機器を製造できることも、反応射出成形の利点の一つである。. RIM 反応射出成形により、単なる角張った金属製の均一な外観の機械ではなく、内部構造と同様に複雑に見える医療機器の製造が可能となる。これにより、反応射出成形は 医療機器の魅力を高める, これにより、単純な箱型の外観を持つ機械よりも販売が好調である。.

反応射出成形は、対照的に その他の製造工程, を可能にする 曲線、様々な肉厚、そしてより広い外観を備えた魅力的な部品の製造。. 反応射出成形は、部品の構造を設計に統合することも可能にし、 構造的サポートの改善 反応射出成形機の内部部品用です。例えば、部品に支持構造が必要な場合、それを組み込み、すべての設計を作成できます。 滑らかで曲線的な外観 かさばる箱型のデザインを使用する代わりに。.
他の多くの部品製造技術では、成形筐体に構造的サポートを含めることができません。このため、多くのデバイスは内部の金属フレームで部品を保持する箱型の設計となっています。しかし、反応射出成形製造技術を採用する場合、外側の部品が製品や医療機器そのものとなるよう、外側を設計して内部部品を保持することが可能です。 内部フレームと構造.
反応成形により医療機器用の頑丈な部品を製造
反応射出成形部品は 信じられないほど強い. 彼らは 寸法安定性が高く、物理的に頑丈な, そして 耐摩耗性. このような耐久性は、医療機器を構築する上で必要不可欠である。医療機器は、医療援助や必須検査を提供するために厳しく依存され、過酷な使用に耐えなければならない。.
反応射出成形部品は 耐薬品性 耐摩耗性に優れていることに加え、反応射出成形部品の製造に使用されるコーティングの多くは、製品にほとんど損傷を与えず化学薬品に耐えます。その結果、反応射出成形部品は様々な洗剤や溶剤で洗浄することが可能です。この特性は、頻繁な洗浄が必要な医療機器に最適です。 様々な強力な消毒剤を使用して滅菌する.

リム部品の汚れやほこりがたまりやすい部分では、継ぎ目が少ない
医療機器は非常に複雑です。その結果、多くの場合、結合が必要な多数の特殊部品が存在します。複雑な医療機器を代替成形技術で製造する場合、最終製品には複数の分離ラインが頻繁に生じます。これは数多くの別々の要素が接続される箇所に現れます。しかし、反応射出成形を用いて部品を製造する際には、部品を一体成形することが可能です。これにより、実質的に部品点数を削減した機器を実現できます。.
この技術により、継ぎ目や分離線が少ない医療機器が実現します。反応射出成形部品に分離線がないことは、外観の観点から有利です。ただし、同時に 医療機器の衛生管理を徹底する 生産されるもの。.
部品の継ぎ目や分割線が少なければ少ないほど、微細な隙間に汚れやほこり、その他の望ましくない汚染物質が蓄積する可能性が低くなります。その結果、RIMを用いて製造された医療機器は 他の製造技術で成形された製品と比べて、衛生面で根本的に優れているだけでなく、洗浄も容易である. 汚れやほこりがたまりやすい継ぎ目や分離線がないことは、常に高い衛生基準を維持しなければならない分野において極めて有用である。.
使用プラスチック
反応射出成形において、, ポリウレタン, ポリアミドそして 繊維複合材料 最も頻繁に使用されるプラスチックの種類である。製造過程で使用される基材や添加化学物質の比率 重合が及ぼす影響 製品特性。低応力下での伸長性と形状回復性は、様々な組み合わせによって得られる複数のエラストマー特性に依存する。 構造用、固体、複合フォームの柔軟性, ポリウレタン製造に用いられる主要材料は、このスペクトルによって影響を受ける。.
以来 溶融プラスチック この工程全体で使用されるため、RIMは液体射出成形の一種と分類される可能性がある。製品の応力ひずみ比を高め、熱変化による膨張や収縮を軽減するため、液体の一方には炭素充填材や短繊維樹脂が添加されることが多い。.
反応射出成形の工程
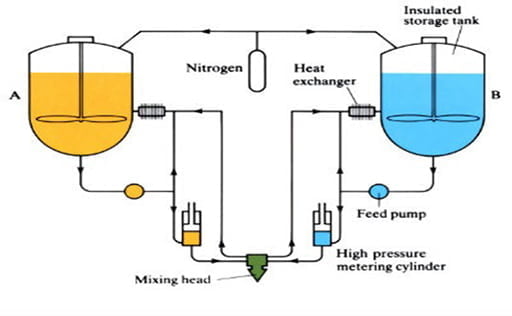
反応射出成形は、従来の射出成形とは異なる技術を用いる多段階プロセスである。このプロセスは、二種類以上の溶融プラスチック形態(例えば)を添加することから始まる。 ポリイソシアネート そして 樹脂化合物, 反応物タンクに供給・温度制御装置を備えて分離される。その後、流体は対応する供給ラインに排出され、計量室へ導かれる。計量室では加圧が制御され、プラスチックが混合ヘッドへ循環される。.
混合ヘッドは、衝突流によるポリマーへの加圧を以下の範囲で供給する: 1,500~3,000 psi. 反応物は混合後、素早く金型に注入される。金型が完成すると、混合ヘッドは反応物の放出を停止する。金型内部では、発熱化学反応によりプラスチックの重合が生じる。重合体は部品形状のまま金型から取り出される。 “「固化した」または「固形化した」.
反応射出成形 機械はこの工程を低温で完了させる。溶融プラスチックを生成するのに必要な熱を除けば、比較的低温の技法である。RIMは熱エネルギーではなく重合プロセスを通じて化学エネルギーを発生させる。金型は軽量プレスで固定されることが多く、以下のように構成される。 鋼、アルミニウム, またはニッケル。ポリマーは通常1分以内に硬化するため、中量生産のサイクルは迅速に進む。.
反応射出成形は貴社に適していますか?
反応射出成形法は、以下の理由から大型部品の製造に非常に適している。 比較的高い強度重量比、複雑なデザイン、そして完璧な仕上げ RIM成形品。微細部品を多数含むプロジェクトでは通常、別の方法が適しているが、反応射出成形は特に少量生産の自動車や家電製品の組立において成功を収めている。.
プロトツール 医療機器の製造方法として反応射出成形(RIM)のご利用をご検討の場合、当社がお手伝いいたします。中国において、当社は反応射出成形分野でトップクラスの企業です。 自動車, メディカル, 民生用電子機器そして 航空宇宙. 当社は30年以上にわたり、医療機器向けに最高水準の射出成形サービスを提供してまいりました。RIM成形における豊富な経験と知識により、数千件のプロジェクト成功を支援して参りました。プロトツールが、大規模で高価な医療機器を驚異的なデザインで最低コストで製造するお手伝いをいたします。詳細については今すぐお問い合わせください。.









