Bei der Konstruktion von Kunststoffformen ist die Schaffung strategischer Freiräume von entscheidender Bedeutung für den reibungslosen Betrieb und die Montage der verschiedenen Komponenten. Dieser Prozess stellt sicher, dass während der Konstruktionsphase die Abstände genau berücksichtigt werden, was eine effiziente Bearbeitung und Montage durch den Formenbauer erleichtert. Doch welche spezifischen Komponenten im Kunststoffformenbau erfordern einen solchen Freiraum?
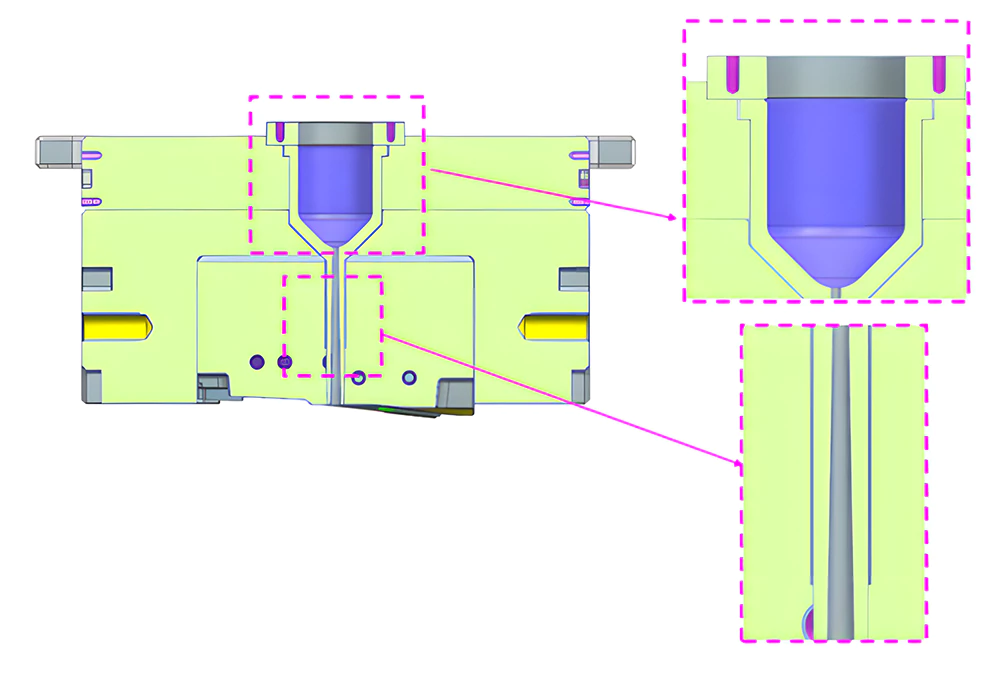
Flansch und Angussbuchse
Bei der Konstruktion der Form sollte der Flansch ein einseitiges Spiel von 0,1 mm mit der oberen Klemmplatte haben. Die Angussbuchse sollte ein einseitiges Spiel von 0,5 mm mit ihrer Montageplatte und dem Formboden haben, wie in der Abbildung dargestellt. Zusätzlich ist für die Angussbuchse innerhalb des Formhohlraums ein Spiel von 20 mm für Dichtungszwecke vorgesehen.
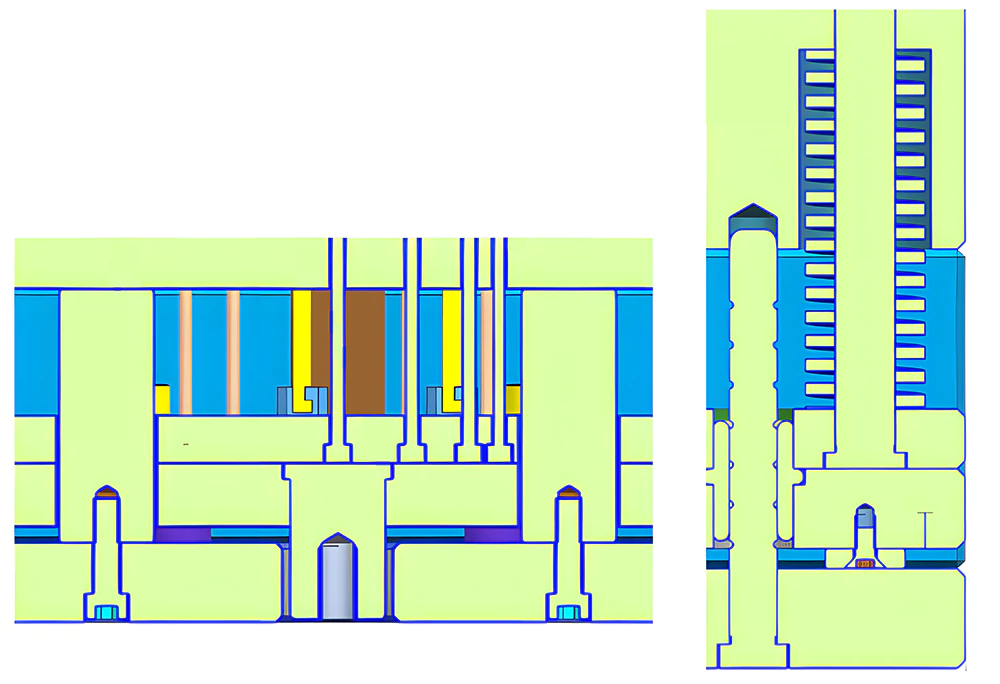
Stützpfeiler und Auswerfkomponenten
Die Stützsäule, die Auswerferblöcke und die Federlöcher entsprechen diesen Abstandsnormen: Für Stützsäulen mit einem Durchmesser unter 50 mm ist ein einseitiger Abstand von 2 mm erforderlich. Für Säulen mit einem Durchmesser von mehr als 50 mm ist ein Spiel von 3 mm erforderlich. Die Durchgangslöcher für die Auswerferstifte an der B-Platte und der Auswerferhalteplatte erfordern ein einseitiges Spiel von 0,5 mm. Die Federlöcher auf der B-Platte sollten ein Spiel von 0,5-1mm haben.
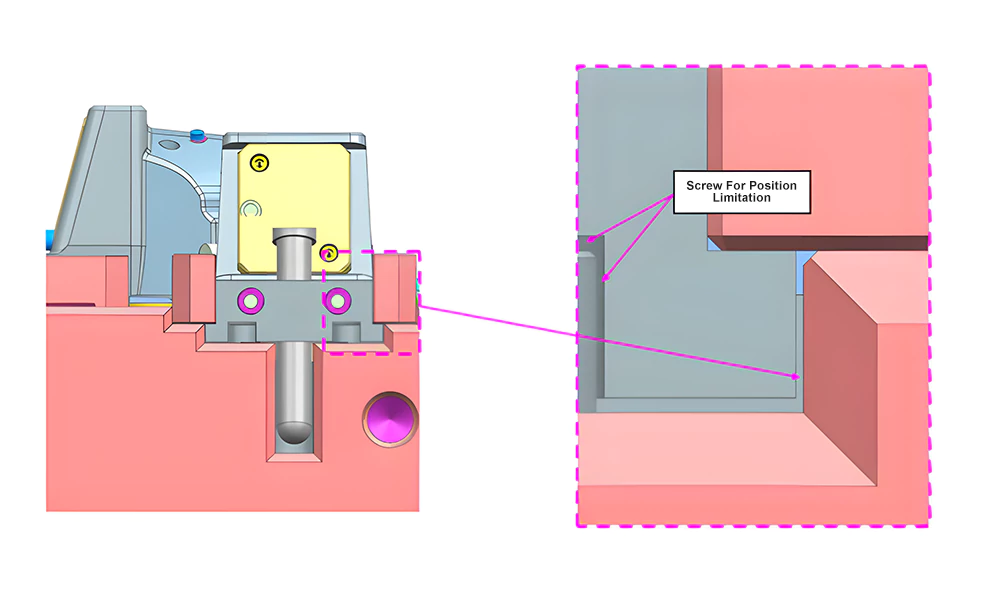
Schieberegler-Winkelstifte und Schieberegler-Verriegelungsblöcke
Der Bolzen des Schieberwinkels sollte einen einseitigen Abstand von 0,5 mm zu der entsprechenden Bohrung haben. Wenn der Stift in die B-Platte hineinragt, ist ein Spiel von 2 mm erforderlich. Der Verriegelungsblock des Schiebers sollte mit einem einseitigen Spiel von 0,5 mm einen Gleitsitz zur B-Platte haben. Begrenzungsschrauben sollten auf beiden Seiten ein Spiel von 1 mm und oben ein Spiel von 2 mm mit dem Schieberverriegelungsblock haben.
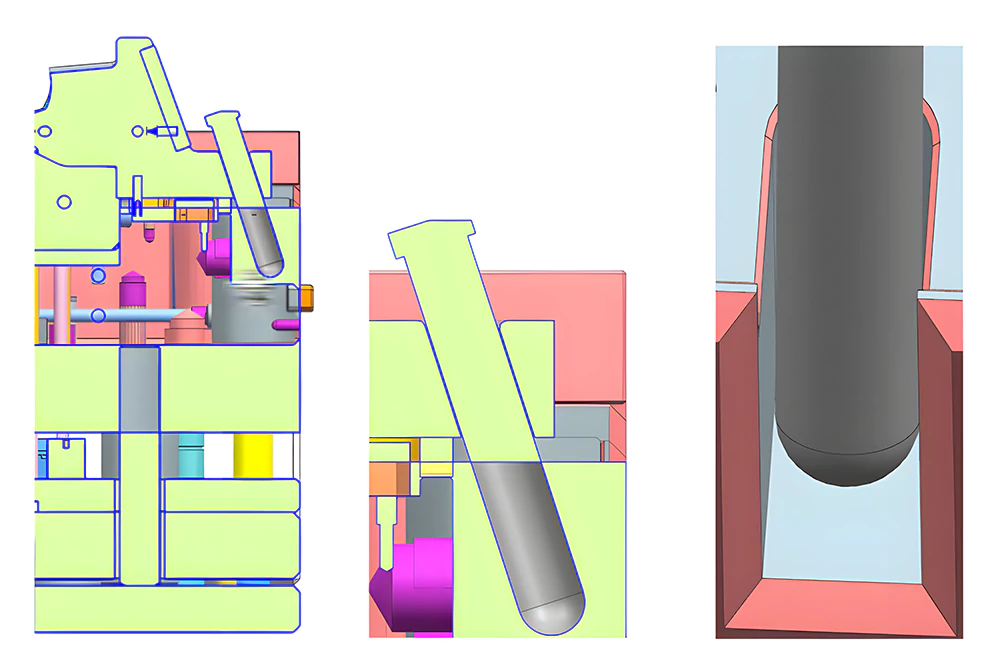
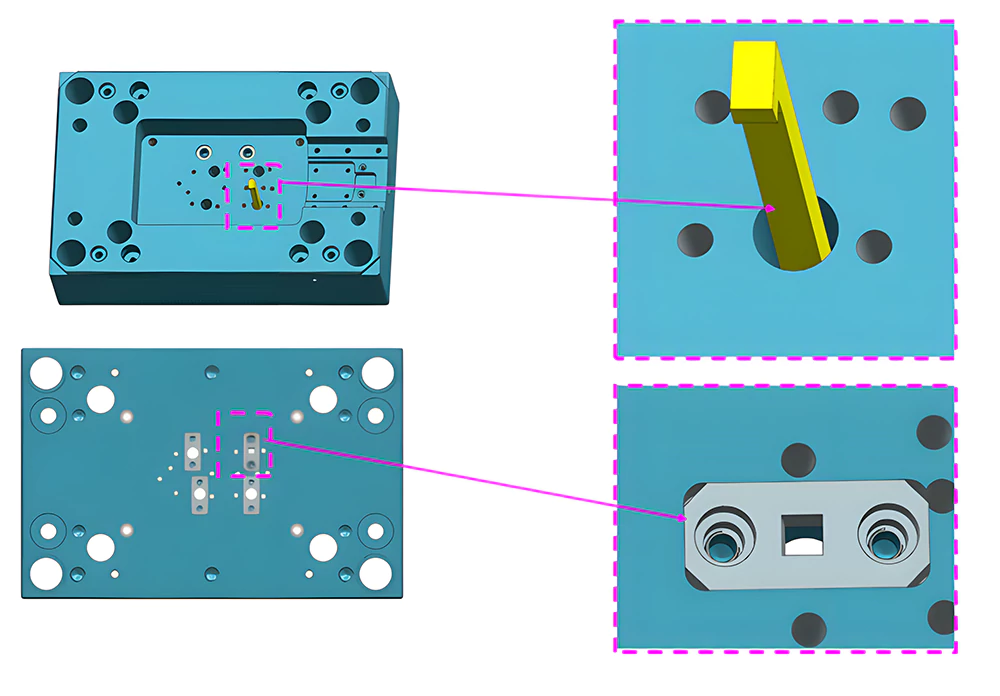
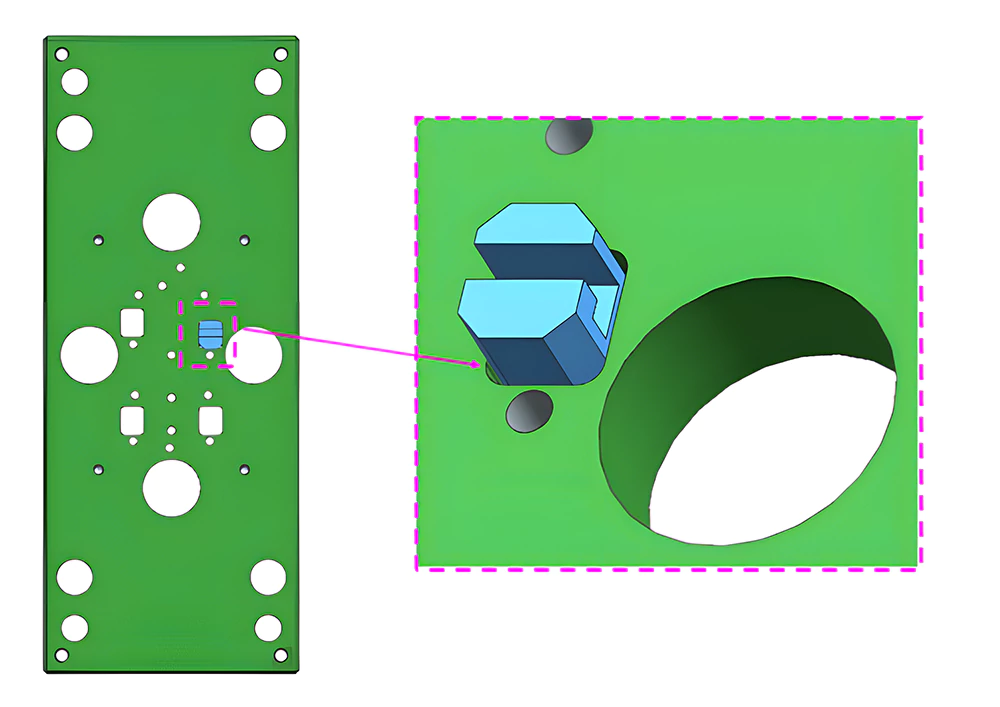
Abgewinkelte Auswerfer und Formplatten
Bei abgewinkelten Auswerfern werden in der Regel mit Draht geschnittene runde Löcher oder Fräsungen für den Abstand zur B-Platte verwendet. Die Führungsblöcke für diese Auswerfer, die häufig aus Bronze gefertigt sind, verwenden einen C-Winkel mit abgerundeten Ecken für den Abstand zur B-Platte. Diese Methode erleichtert die CNC-Bearbeitung.
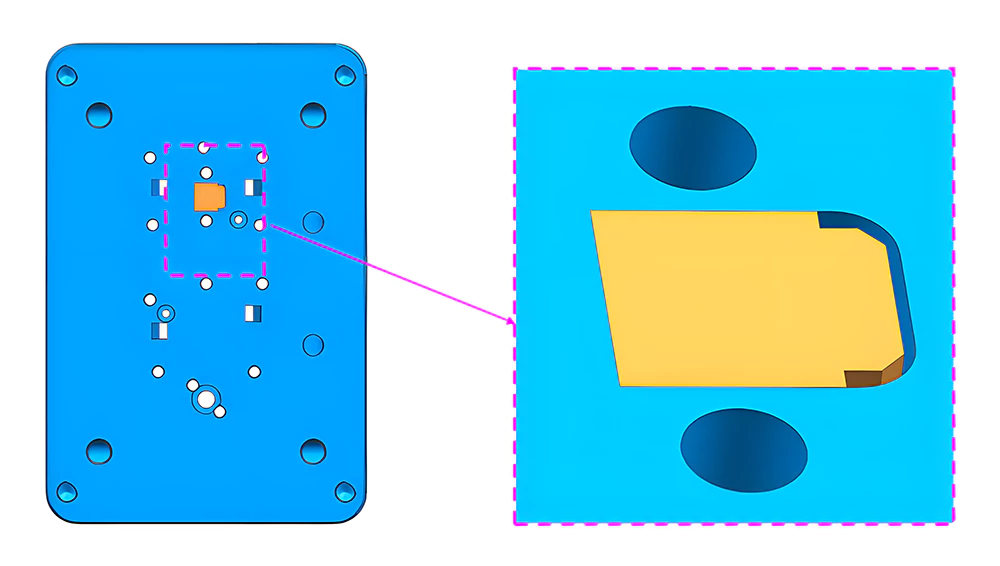
Abstand zwischen Formplatte und Formboden
Die Schrauben der Formplatte sollten einen einseitigen Abstand von 0,5 mm zum Formboden haben. Das gleiche Spiel gilt für die Kernverriegelungsschrauben mit dem Formkern und die kleinen Holmhülsen mit der Formplatte. Bei der Konstruktion von Einsätzen ist ein einseitiges Spiel von 2 mm mit abgerundeten Ecken sicherzustellen, um die CNC-Bearbeitung und den Zusammenbau zu erleichtern.
Schlussfolgerung
Strategisches Spiel bei der Konstruktion von Formen ist ein entscheidender Aspekt, der den reibungslosen Betrieb und die Langlebigkeit der Form gewährleistet. Richtiges Spiel verhindert den Verschleiß von Bauteilen und erleichtert die Bearbeitung und Montage, was zur Gesamteffizienz und Qualität des Formenbauprozesses beiträgt.









