ねじ山の加工品質と加工効率は、部品の加工品質に直接影響し、ひいてはCNC加工性能の進歩に伴うマシニングセンタの生産効率にも影響する。したがって 切削工具 とねじ切り方法は絶えず増加し、ねじ切り精度と効率は着実に向上している。実際にCNCマシニングセンタで一般的に使用されているいくつかのねじ切り加工方法について、CNCねじ切り加工に関するこの詳細なブログでまとめています。
もしあなたが、加工におけるねじ加工方法の選択、生産効率の最適化、品質事故の低減に悩む技術者なら、私たちがあなたをサポートします。CNCねじ加工のすべてを学ぶために、読み続けてください。

こちらもお読みください: あらゆる生産ニーズにお応えする成形メーカー:プロトツール
CNCスレッド加工とは?
CNCねじ加工は、CNCマシニングセンターの重要なアプリケーションです。これは、様々な径の外ねじと内ねじを作成するための減法的アプローチです。この加工には、希望するねじ山の深さと密度で調整された回転工具の円運動が使用されます。
スレッドの主な仕事は、2つのシステム間のカップリング・エージェントとして機能することである。部品間の動きは、カップリングプロセス中に起こる。さらに、CNCねじ加工構造は、さまざまな部品で構成されています。山形、根元、らせん角、ピッチ、フランクなどがその例である。
さまざまな種類の機械加工スレッド:
スレッドを分類するためにさまざまな分類スキームが存在し、その結果、さまざまなスレッドタイプが存在する。
UNF(細目)とUNC(並目)は、ユニファイネジシステム内の標準オプションである。一方、外ねじと内ねじは、ねじの最も一般的な2つの形式です。
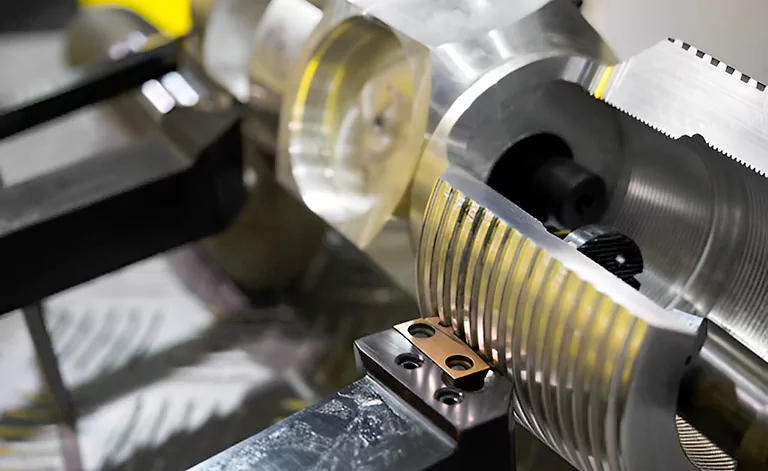
外部スレッド:
この種のねじ山は、ねじやボルト、スタッド、プラグ・ゲージなどに見られる。旋盤で外ねじ加工を行うことは、このようなねじ部品を製造するための非常に効率的な方法である。
外ねじは、丸ダイスを使って手作業で切ることもできる。このシナリオで使用される丸ダイスは、移動不可能なダイスストックに保管される。丸ダイスのほかに、インターロッキングに適した六角形の四角ダイスもある。
内部スレッド:
シングルリップねじ切り工具は、めねじとも呼ばれる内ねじの加工に使用される。従来のねじ切りキャップと、この片口ねじ切り工具も、CNCの内ねじ加工に役立つ可能性がある。
切削による内ねじの形成は、凹面でのみ起こりうることを忘れてはならない。
内ねじを使用する必要があるのは、具体的にどのような場合でしょうか?ワークピースにねじの挿入が必要な場合、内ねじが必要になります。内ねじを切る場合、機械工はハンドタップかマシンタップを使います。

効果的なCNCネジ山加工のために考慮すべき3つのこと:
CNCねじ切り加工に最適なねじ切り手順を選択する前に、お客様の要件をよりよく理解することが重要です。
スレッドの種類
適切なねじ切りサイクルを選択する際、企業はねじの種類に関連する要件を十分に理解する必要がある。
G76サイクルは、最もコンパクトで操作が簡単なサイクルのひとつであるが、独自の糸を切ることはできない。
ねじ切り工程の管理を強化するため、これらのタイプのねじを使用する場合は、G32またはG33ねじ切りサイクルを使用することを強くお勧めします。
操作方法
CNCマシンを使ってねじ切り加工をする場合、ねじ山を切るためにワークピースを沈めていくときの工具の動きを切り込みと呼ぶ。
ラジアル切込み、修正フランク切込み、インクリメンタル切込みは、切込み動作の3つの主要なカテゴリーである。
改良型フランク・インフィード:
ラジアル切込みが最も一般的なタイプである。修正フランク切込み方式では、切削工具が斜めにワークピースに挿入される。これにより、より精密な切削が可能になります。
これにより、切削工具の側面全体で切削力が高速化され、応力集中がなくなり、工具の寿命が延びる。
さらに、改良された逃げ面切込みは、切りくずの形成を容易にし、切削作業中に発生する熱を低減する。
その結果、修正フランク切込みは、CNCねじ加工で最も頻繁に使用される切削方法の1つとなっている。
インクリメンタルインフィード:
切削工具は、インクリメンタル切込み技術として知られる、インクリメンタル切込み中に左右に揺動運動する。
この方法は、切削工具を適切な角度で送りながら、必要なねじを切削するために前後に高速移動させる。さらに、切削工具を前後に高速移動させる。
この方法では、切削工具が受ける振動のレベルが高くなり、ねじ面に沿ってびびりが発生する。とはいえ、切り込み方式はピッチの大きなねじの切削に最適である。
ラジアル・インフィード
ラジアル切込みと呼ばれるこの切込みでは、カッターが放射状に加工物に突っ込まれる。
これは、カッターがワークの表面を0度の角度で貫通し、適切な深さに達するまで徐々に移動し続けることを示している。
材料を除去するために加えなければならない切削力が増大し、工具の摩耗が加速される。しかし、この切り込み方法は最も実行しやすい。
それはさておき、この方法で作られたネジ山は螺旋角度が非常に小さいため、締結時に噛み合うのが難しい。
切削工具:
採用する切削工具の種類も、ねじ切り作業の成否を左右する要素である。糸切り作業について言及する場合、切断と成形はしばしば同義語である。
切削工具をワークピース内でスムーズに操作すると同時に、ねじ山を所望の形状に成形することで、材料を効果的に除去することができる。
このため、対象物にねじを切る前に、適切なねじ切り工具を選ぶことが不可欠です。
こちらもお読みください: CNCプロトタイプ加工:その種類と用途
適切な切削工具を選択する際には、使用するサイクルの種類も考慮する必要がある。
例えば、G76ねじ切りサイクルは、0度、29度、30度、55度、60度、80度のインサート角度しかサポートしていない。そのため、次のような加工には適さない。 CNCねじ加工 専用の切削インサートが必要だからだ。
タップ加工とは?
ネジ穴を治療するために、最も一般的な方法は、次のものを使用することである。 タップねじ切り工具としても知られている。最小限の穴位置精度が要求され、小径(D30)のねじ穴に適しています。
1980年代には、すべてのねじ穴でフレキシブル・タッピング方式が採用されるようになった。これは、タップを保持するためにフレキシブルタッピングチャックが採用されたことを意味する。タッピングチャックは、工作機械の非同期送りと主軸回転数から生じる差を軸方向に補正する可能性がある。これにより、ねじ切り加工の精度を高めることができる。
正しいピッチを使用したことを確認するため、間違いを表示する。フレキシブルタッピングチャックは、設計が複雑で価格が高く、破損しやすく、加工効率が悪いという特徴がある。
近年、リジッドタッピングは、継続的な性能向上により、CNCマシニングセンターの重要なセットアップとして浮上している。
このため、リジッドタッピングは、ねじ山加工の最も一般的なアプローチとして急速に台頭してきた。つまり、タップはしっかりとしたスプリング・チャックで固定され、主軸の送りや速度は工作機械によって制御され、同じレベルの一貫性が維持される。
フレキシブルタッピングチャックとは対照的に、スプリングチャックはシンプルな構造、手頃な価格、多用途な適用範囲が特徴です。つまり、タップを締め付けるだけでなく、エンドミルやドリル、場合によっては他の工具もクランプでき、工具のコスト削減につながる可能性があります。
同時に、リジッドタッピングは高速切削に頻繁に利用され、マシニングセンターの生産性を向上させ、製造に関連するコストを削減する。
結論
ねじ山の加工は、専門知識と高価な機械を必要とするため難しい。そのため プロトツール 一生使える定番の糸を作りたいのなら、あなたの背中を押してくれる。









