Se é novo no mundo do moldagem por injeção Na indústria de produção, o termo "bucha de jito" pode confundi-lo. Simplificando, é um componente utilizado em máquinas de moldagem por injeção que desempenha um papel vital na produção.
Mas há muito mais a explorar sobre como funciona o casquilho de entrada e o que deve ser considerado para garantir os melhores resultados de produção ao utilizar o casquilho de entrada. Está curioso sobre estes pormenores? Então vamos em frente e aprender tudo sobre a bucha de jito, certo?
O que é um casquilho de canal?
As buchas de jito são um componente interno do jito. São feitas de aço endurecido e ajudam a aceitar um bocal de extrusão. As buchas de jito oferecem a abertura necessária para que o plástico fundido seja transferido para a respectiva cavidade do molde. Estes componentes contribuem para um jito mais rígido e para períodos de arrefecimento mais curtos. Os sprues têm de ser resistentes porque os pickers e outros robots industriais apanham as peças moldadas quando estão prontas a ser removidas.

Os casquilhos de jito têm uma forma e tamanho semelhantes aos parafusos. Uma vez que se destinam a ajudar na fixação do jito, são fixadas com dois parafusos para garantir que o jito não se separa durante períodos de elevada pressão de injeção. Os casquilhos de jito são fabricados em aço quente aço SKD61 e têm qualidades de resistência ao calor e ao desgaste.
Os casquilhos de jitos são frequentemente construídos em aço endurecido ou numa liga à base de cobre. Nalgumas circunstâncias, podem ser revestidos com carboneto para ajudar na resistência ao desgaste e à corrosão e nas taxas de transmissão de calor mais rápidas. Os casquilhos de canal de entrada revestidos a carboneto podem ser extremamente úteis quando se trabalha com resinas abrasivas.
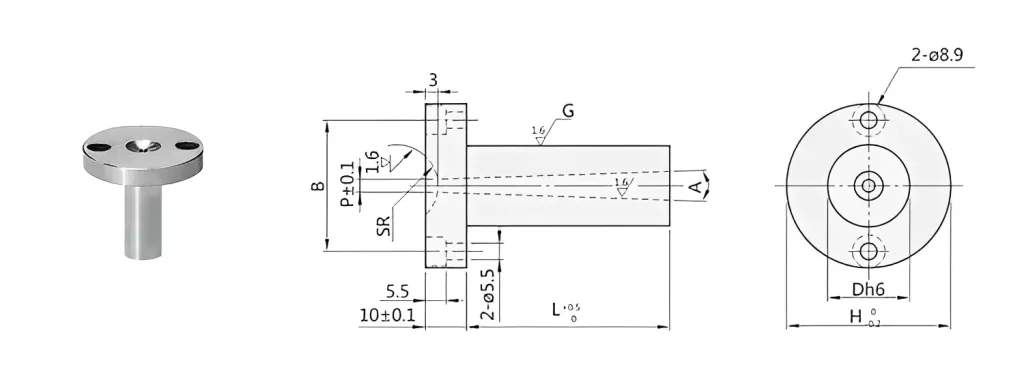
A sua função principal é evitar a fuga de material plástico durante o processo de moldagem por injeção. Para o conseguir, temos de dimensionar corretamente os casquilhos do jito para trabalharem com a garganta de alimentação. Tipicamente, a garganta de alimentação é construída como um chanfro R. O raio esférico do jito do molde, ou SR, deve ser um a dois milímetros maior do que o raio esférico do bico de injeção.
Leia também: Identificação e correção de Short Shots - Um problema comum enfrentado durante a moldagem por injeção
Como é que funciona?
Quando o processo de moldagem por injeção começa, o material plástico que vai ser utilizado é bombeado para o casquilho do jito. A partir daí, move-se através dos canais, que são canais que transportam o plástico derretido para vários pontos dentro do molde. Quando chega ao fim desses canais, o molde está completo. Os canais conduzem finalmente às portas, que são pequenas aberturas que encaminham o material plástico para as cavidades do molde onde o produto final é fabricado. As portões estão situados na extremidade do sistema de corrediças.
O casquilho do jito é essencial, uma vez que ajuda a garantir que as cavidades do molde são preenchidas de forma eficaz e uniforme. Ajuda a gerir o caudal e a pressão do plástico fundido, evitando dificuldades como bolsas de ar e enchimento parcial, assegurando que a pressão adequada é mantida. Além disso, os casquilhos de jitos têm potencial para serem desenvolvidos com outras características, como o controlo da temperatura, que se destinam a ajudar a manter as condições de processamento ideais.
Durante o processo de abertura do molde, o sistema de canal de entrada e saída e o casquilho de canal de entrada são normalmente separados do produto final e removidos antes da abertura do molde. Isto ocorre depois de o material plástico ter arrefecido e fixado no interior do molde. Por este motivo, o produto pode ser extraído do molde num estado puro.
Em conclusão, um casquilho de jito é um componente utilizado na moldagem por injeção e serve de conduta para o plástico líquido entrar na cavidade do molde. Este componente é também conhecido como bucha de jito. É uma parte importante do processo de moldagem por injeção e ajuda a garantir que o molde é corretamente preenchido com o material.
Os tipos de bucha de jito:
Existem dois tipos comuns de casquilhos de jito utilizados na moldagem por injeção. Estes tipos incluem:
● Casquilho de canal frio:
A bucha de jito frio não é aquecido e produz um jito que tem de ser removido durante uma operação secundária. Este tipo de bucha é inserido num molde e ajuda a formar um canal entre o bocal da máquina de moldagem e a câmara do molde. O raio esférico e a abertura do furo em forma de O são as duas dimensões mais essenciais do bocal da bucha de jito frio.
● Bucha de canal quente:
Tal como um casquilho de jito frio, um casquilho de jito quente é colocado no molde. No entanto, estas buchas de jito oferecem um caminho quente entre a câmara do molde e o bocal do molde. Para além disso, um elemento de aquecimento alojado no interior do casquilho ajuda a manter a resina ou o plástico derretido quente à medida que o atravessa.

Conceção e funcionamento:
Os casquilhos de jito têm normalmente um raio esférico de 0,50″ ou 0,75″. Estão também disponíveis casquilhos de tipo plano com uma superfície plana em vez de um raio de bico. Os compradores devem também especificar várias outras dimensões, incluindo:
● O comprimento da haste:
Comece por medir o comprimento da haste a partir da parte inferior da cabeça do casquilho do sprue até à extremidade do casquilho. Tal como a medida do comprimento total, esta dimensão não inclui o bocal.
● O diâmetro do suporte da ponta:
O diâmetro do orifício de entrada no assento do bico é descrito pelo diâmetro de retenção da ponta, também conhecido como diâmetro "O". Esta medida é também conhecida como o "diâmetro da porta" ou potencialmente o diâmetro da passagem de fusão. Esta medida, seja qual for o nome pelo qual é conhecida, é efetivamente o suporte que liga a ponta do bico ao local onde o material entra no casquilho do jito.
● O comprimento total:
Ao medir o comprimento total do casquilho de jito, mede-se do início ao fim, excluindo a medida do bico.
Leia também: A importância do design e da localização do canal de entrada na moldagem por injeção
Problemas comuns que ocorrem no casquilho de entrada:
Saber o que pode correr mal com os casquilhos de jitos e os tipos de problemas que podem criar é uma componente crucial para compreender a função destes componentes.
É essencial saber como identificar e resolver problemas de casquilhos de jitos no chão de fábrica para evitar problemas de processamento e melhorar os tempos de ciclo, dois objectivos fundamentais para qualquer processo de produção. Por este motivo, é importante saber como detetar e resolver problemas de casquilhos de jitos.
Questões relacionadas com o acabamento da superfície:
Esteja atento a ferrugem, arranhões, corrosão e outras marcas de máquina ao inspecionar o casquilho do jito. Se alguma destas irregularidades estiver presente no furo do casquilho de passagem, o casquilho pode ficar obstruído no casquilho. Embora a corrosão provocada por materiais corrosivos ou abrasivos possa ser a culpada, a maioria destas situações é provocada por erros humanos ou por uma manutenção incorrecta da máquina.
Quando alguém tenta remover um sprue alojado num casquilho, esta situação comum leva a riscos internos e arestas enroladas.
A abordagem convencional, que consiste em utilizar uma haste de latão para forçar o jito para fora do lado do assento do bico, pode potencialmente apresentar um problema porque é difícil manipular a haste nessa posição.
Neste caso, o problema pode ser resolvido aquecendo um parafuso de latão com propano ou um maçarico de gás MAP e, em seguida, colocando-o no sprue através da linha de separação do molde. Isto deve produzir o resultado desejado.
Um par de alicates de latão pode retirar o sprue quando este tiver arrefecido até à temperatura adequada. Uma vez que os sprues podem ser bastante caros, recomenda-se que se evite a utilização de instrumentos feitos de aço endurecido, tais como parafusos, chaves de fendas, vários tipos de alicates e alicates de corte.
Questões que encolhem:
Os sprues moldados precisam de reduzir algum do seu fecho cónico no casquilho, permitindo-lhes encolher ligeiramente. O tipo de material com que são fabricados e o grau em que são compactados de forma apertada afectam diretamente o seu encolhimento.
Se não estiver a utilizar um material de moldagem com uma retração Se o fator de encolhimento for o fator de encolhimento, conseguir a quantidade adequada de encolhimento não deverá ser um problema para si. Os materiais amorfos densamente carregados de carga e os polímeros de cristais líquidos, ou LCPs, são dois tipos de materiais que podem ser incluídos nesta categoria.
Por outro lado, o encolhimento pode tornar-se um problema quando a moldagem embala demasiado material no jito e impede-o de encolher adequadamente. Quando a pressão de embalamento permanece durante um período de tempo significativo após o congelamento das portas, isto é algo que ocorre frequentemente.
Para além disso, o jito pode ficar sobre-embalado se o orifício do jito ainda estiver líquido durante uma recuperação apressada do jito ou se for utilizada uma contrapressão elevada para incorporar um corante. Em contraste, o canal de entrada está a ser recuperado, o que pode fazer com que o canal de entrada fique demasiado compactado.
Outra circunstância que pode resultar numa contração gradual é aquela em que a bucha do molde não recebe arrefecimento suficiente, mesmo que o período de ciclo seja bastante rápido.
Problema no assento do bico
No início de cada processo, é essencial inspecionar visualmente o bocal do casquilho do jito. Durante esta inspeção, os trabalhadores devem procurar quaisquer sinais de provável mau funcionamento, tais como arestas enroladas, lascas, fissuras, rebarbas, amolgadelas, plástico, acumulação de resíduos, etc.
Após cada ciclo de fabrico, o assento do bico deve também ser examinado para garantir a qualidade. Quando isto é feito, é mais fácil determinar se a peça deve ser reparada enquanto o molde ainda está disponível.
No que diz respeito à reparação do assento do bico, as duas formas mais frequentemente utilizadas são as ferramentas de refacing e as fresas de carboneto. Antes de utilizar as fresas de metal duro pela primeira vez, é necessário verificar o raio da aresta de corte.
Embora os cortadores nem sempre sejam construídos com a tolerância adequada, é essencial verificar se a dimensão do raio do assento do bocal do casquilho do jito é exacta para evitar problemas. Ao maquinar os assentos dos casquilhos do jito, a utilização de um EDM rotativo pode ajudar a reduzir o risco de fuga de plástico derretido ou de retorno do carro.
A utilização de um acabamento pontilhado é outro bom método para garantir que quaisquer danos futuros sejam rapidamente detectados e reparados.
Conclusão:
Os casquilhos de jitos são indispensáveis no fabrico, facilitando o fluxo de materiais fundidos desde a mangueira de injeção até à cavidade do molde. Apesar de serem apenas um componente de uma máquina maior, necessitam de um controlo cuidadoso e de uma manutenção competente.
Por conseguinte, para garantir o êxito do processo de fabrico, é fundamental ter um conhecimento profundo dos numerosos componentes e aspectos que contribuem para o seu bom desempenho.
Tem mais perguntas sobre bucha de jito? Não hesite em perguntar aos nossos especialistas em Prototool.com.









