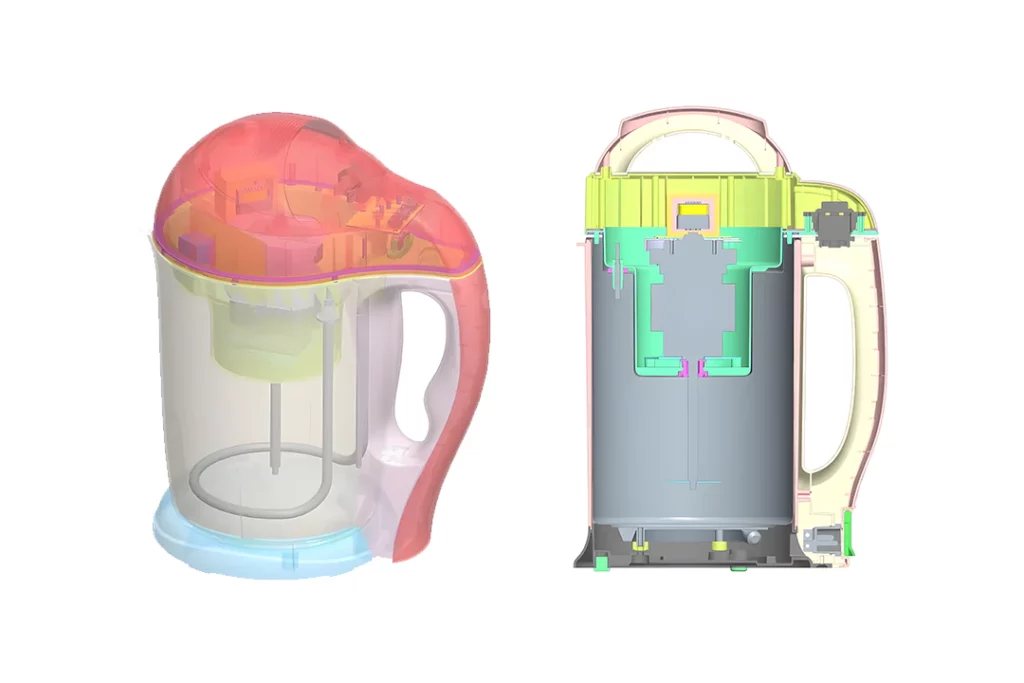
Nesta exploração do design do molde da carcaça da máquina de leite de soja, aprofundamos o estudo de caso da unidade principal de uma máquina de leite de soja, analisando as complexidades do design de moldagem por injeção para produtos eletrodomésticos.

Seleção de materiais para durabilidade e estética
No projeto do molde da carcaça da máquina de fazer leite de soja, a escolha dos materiais é crucial. Em geral, no processo de seleção de materiais, as carcaças das máquinas de fazer leite de soja utilizam principalmente PP (polipropileno) e ABS (acrilonitrila butadieno estireno). O ABS possui excelente fluidez, baixo encolhimento, forte resistência ao calor e resistência ao impacto, tornando-o uma escolha popular. Os produtos feitos de ABS apresentam um brilho superficial de alta qualidade e resistência ao desgaste. Por outro lado, o material PP, embora tenha boas propriedades de moldagem por injeção, tende a ter uma alta taxa de encolhimento, levando a potenciais desvios na precisão e deformação do produto. Além disso, o PP pode sofrer de problemas como baixo brilho e marcas de encolhimento, embora seja mais económico do que o ABS. Considerando a necessidade de alto brilho e resistência à temperatura nas carcaças das máquinas de fazer leite de soja, o ABS é a escolha de material preferida.

Projeto de colunas aparafusadas e nervuras de reforço
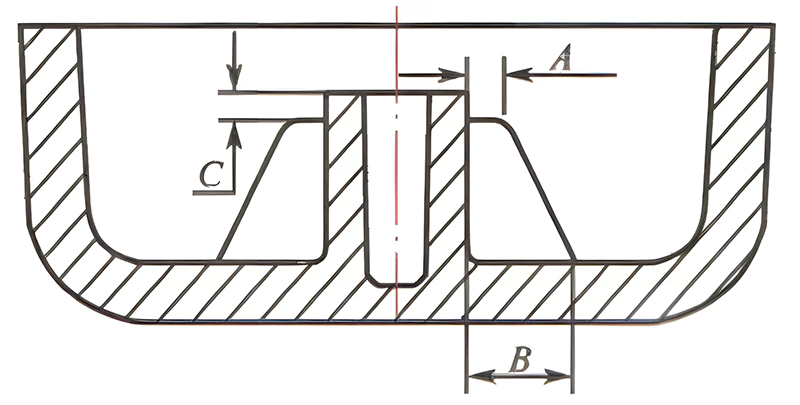
Para fins de montagem, a carcaça da unidade principal da máquina de fazer leite de soja requer várias colunas de parafusos. O design inclui tratamento vulcânico na base para evitar marcas de encolhimento. As nervuras de reforço aumentam a resistência de cada coluna de parafusos. É essencial controlar cuidadosamente a sua espessura e incluir ângulos R adequados para melhorar o fluxo do solvente. No design do sistema de entrada, a carcaça deve ser lisa, com marcas residuais mínimas após a desmoldagem. Isso requer o uso de entrada pontual para permitir que a entrada se desprenda naturalmente. Os designers devem desenvolver um sistema de canal equilibrado, desde a entrada direta até a entrada pontual, utilizando um processo de fabricação circular para reduzir o volume do canal, economizar tempo de injeção e aumentar a eficiência da produção.
Processo de moldagem e precisão
Neste projeto de máquina de fazer leite de soja, a carcaça da unidade principal é fixada usando uma ranhura côncava de encaixe. O projeto do molde incorpora puxadores laterais do núcleo de separação e estruturas superiores inclinadas. Dois fatores influenciam a precisão dimensional: a variabilidade da taxa de encolhimento do plástico e os erros de processamento do molde. Para o controlo da qualidade da superfície, a carcaça requer superfícies internas e externas impecáveis, com bordas lisas, sem linhas de solda ou manchas. O padrão de rugosidade da superfície interna é Ra0,4 μm, e o da superfície externa é Ra0,2 μm. Os problemas de brilho da superfície são frequentemente causados pelo arrefecimento prematuro do material fundido, tempo de secagem insuficiente, temperatura inadequada do molde ou polimento abaixo do padrão.
Resolvendo defeitos na moldagem por injeção
Problemas de encolhimento
O encolhimento em caixas moldadas por injeção está frequentemente relacionado com a estrutura interna e a espessura excessiva das nervuras. Isso pode causar solidificação anormal durante o arrefecimento, levando a depressões na superfície. Para mitigar isso, o processo de moldagem por injeção deve ser otimizado com medidas científicas de prevenção do encolhimento. Deve controlar a espessura das nervuras dentro de limites razoáveis, utilizando a taxa de encolhimento mais baixa do material ABS. Para o PP, com a sua taxa de encolhimento mais elevada, a espessura da nervura deve ser geralmente um terço da espessura da nervura principal. É necessária uma combinação de considerações estruturais internas e externas para evitar o encolhimento na caixa.
Tiros curtos
Este problema surge devido a estruturas de design de moldes excessivamente espessas, ventilação inadequada ou espessura irregular das paredes. Para resolver isso, deve-se definir cientificamente a pressão de injeção, aumentando-a gradualmente até atingir o enchimento desejado. Se os problemas persistirem, pode ser necessário ajustar o molde de injeção, incluindo a alteração da posição da entrada e a realização de testes de viabilidade até que a moldagem seja bem-sucedida.
Linhas de soldadura
As linhas de soldadura na superfície das carcaças dos eletrodomésticos são frequentemente causadas pela adição de agregados além dos requisitos normais de processamento, levando a marcas ocultas ou rachaduras sob forças externas. Aumentar a temperatura do molde e a pressão de injeção pode resolver esse problema. Se os problemas persistirem, pode ser necessário aumentar o tamanho da porta.









