As the automotive industry continues its relentless march forward, the quest for lightweight vehicles has become paramount. The key to turning this lightweight design dream into reality lies in the extensive use of plastics. Their widespread application in the automotive sector has not only revolutionized vehicle design but has also spurred rapid advancements in automotive injection molding, particularly in headlight molding.
Headlights are indispensable safety and decorative elements in any vehicle. Given their operational environment, which involves high temperatures and the need for reflective focusing, they demand materials with near-zero shrinkage, heat resistance, flame retardancy, and exceptional anti-creep properties. This has led to the adoption of thermosetting plastics for their molding, ensuring that our vehicles are not only aesthetically pleasing but also adhere to the highest safety standards.
Materials Used in Automotive Headlight Molding
Headlights are an indispensable component of vehicles, playing crucial roles in illumination, signaling, and aesthetics. Over the years, the production of headlights has evolved, with the degree of plasticization now exceeding 96%.
The primary components of automotive headlights include reflectors, lenses, casings, light sources, electronic circuits, and mounting accessories. In China, the primary plastics used in headlight production are PC, PP, ABS, PC/ABS, PMMA, PBT, PET, PA, BMC, and a few other minor plastic materials. Plastics offer several advantages, such as lightweight, corrosion resistance, good impact resistance, high transparency, excellent insulation, low thermal conductivity, strong mechanical properties, and ease of molding. This has led to their widespread application in various sectors.
Polycarbonate (PC)
Polycarbonate (PC) is a high-molecular polymer containing carbonate groups in its molecular chain. Due to its excellent mechanical properties, it’s often referred to as “bulletproof rubber.” It boasts high mechanical strength, a wide range of operating temperatures, good electrical insulation (though arc resistance remains unchanged), dimensional stability, and transparency. Manufacturers use PC widely in headlights and other areas.
In headlight molding, PC constitutes about 50% of the plastic materials, primarily used in front lights, fog lights, reflectors, aluminized decorative pieces, and face shields. PC adheres well to the aluminum layer, allowing for direct aluminum plating on a PC substrate.
Modified Polypropylene
Polypropylene, abbreviated as PP, is frequently modified for use in automotive headlights. Modified PP exhibits strong electrical insulation, chemical corrosion resistance, fatigue resistance and boasts the highest mechanical and heat resistance among general plastics. Its cost advantage over other plastics is also significant.
Manufacturers use modified PP in about 30% of the plastic materials for headlights. They use it for tail light covers, decorative panels, wire harness channels, front light bodies, and rear covers.
PMMA (Acrylic)
PMMA, commonly known as acrylic or organic glass, is a transparent amorphous plastic. It offers good mechanical properties, is sturdy and rigid at room temperature, and has a light transmittance of over 92%. Even after ten years of outdoor exposure, its transmittance only drops to 89%. PMMA retains its shape over prolonged outdoor exposure and resists various chemical erosions, making it ideal for optically transparent products.
ABS and PC/ABS Alloy
ABS is a terpolymer made up of acrylonitrile, butadiene, and styrene. In the realm of headlight molding, ABS is typically modified with PC, combining the strengths of both materials. The heat resistance lasts for a long time, up to 110~120℃. Manufacturers can change the amount of PC in ABS depending on the desired temperature and impact performance. ABS and PC/ABS alloys are generally used for rear light casings and decorative panels.
PBT
PBT, commonly known as polybutylene terephthalate, exhibits good mechanical properties after modification. Reinforced PBT with glass fibers accounts for over 70% of the market share. It has low friction, good self-lubrication, thermal stability, chemical stability, excellent electrical insulation, rigidity, impact resistance, and dimensional stability. PBT is typically used for decorative rings and adjustment device brackets in front lights.
PET (Polyester)
Also known as polyester, PET, along with PBT, is referred to as thermoplastic polyester or saturated polyester. In recent years, PET has gradually replaced heat-resistant PC plastics for headlight decorative rings. PET’s advantages over heat-resistant PCs include higher heat resistance, better processing capabilities, and lower costs.
Nylon (PA)
Nylon, or polyamide (PA), represents a vast category of plastics. Common screws or brackets in headlights use glass fiber-reinforced nylon 6 or nylon 66. Aromatic PA, a special type of nylon, has higher heat resistance and strength than PA6 or PA66. Manufacturers use it for critical adjustment structures and internal brackets in headlights.
PEI (Polyetherimide)
PEI is an amber transparent solid known for its inherent flame resistance and low smoke generation. It has strong high-temperature stability and retains good toughness and strength even when not reinforced. PEI’s thermal stability makes it suitable for manufacturing high-temperature-resistant devices. Some newly designed car headlights have started using PEI for their reflectors.
BMC Material
BMC is a thermosetting material primarily used to produce headlight reflectors. It’s a bulk molding compound made from short-cut glass fibers mixed with unsaturated polyester paste. BMC products exhibit good mechanical properties, high dimensional stability, and excellent surface gloss. They are water-resistant, oil-resistant, corrosion-resistant, heat-resistant and have excellent electrical properties.
A Practical Case Study on Headlight Casing Molding
Structural Requirements of the Plastic Part:
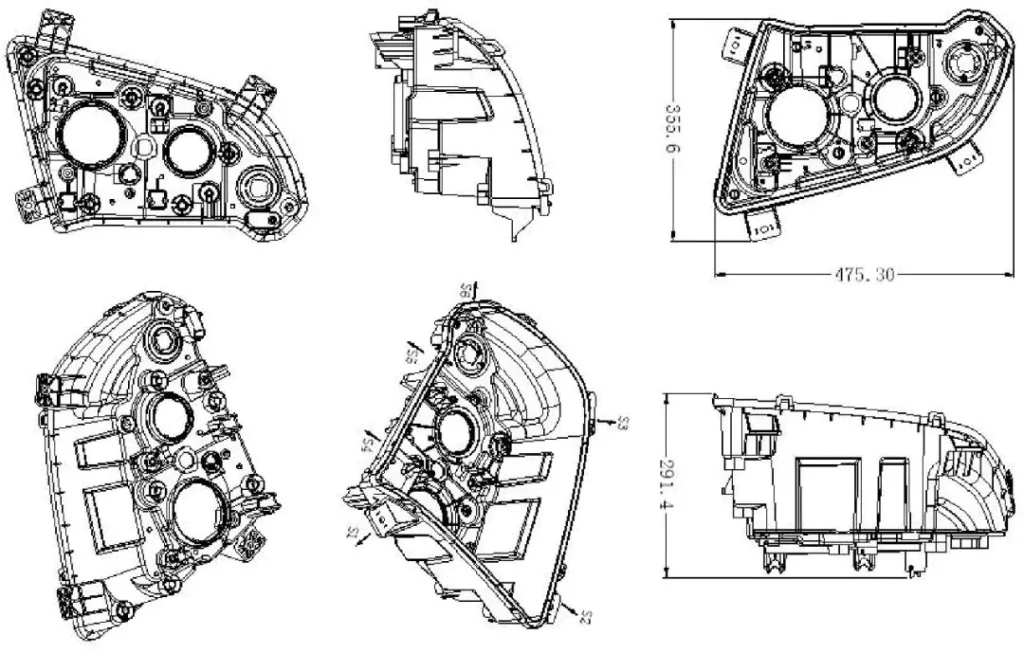
The image above illustrates the part diagram of a headlight casing for a specific car brand. The material used is PP+TD20. Here, PP serves as the base for the headlight casing’s outer cover, while TD20 indicates the addition of 20% talcum powder to the material. This addition primarily enhances the rigidity of the headlight casing’s outer cover. This part is not for external display but serves a functional role within the assembly. The characteristics of this plastic part are:
- As it’s not for external display, the appearance of the plastic part should not have defects like spots, shrinkage depressions, weld lines, flash, etc. (The requirement for appearance shrinkage marks isn’t very stringent).
- Being a functional internal part, assembly requirements for areas like the light hole and rear cover hole are high.
- The plastic part has a complex shape. The external side has six undercuts. Except for the light hole, which isn’t mirrored, all other features are symmetrical between the left and right.
- The external side of the plastic part has six undercuts, necessitating the use of a lateral core-pulling structure.
- Based on the features of the plastic part, there’s a risk of the headlight casing sticking to the mold. The design of the plastic part should prevent this from sticking.
Injection Mold Structure
Since car headlights are mirrored for the left and right sides, a 1+1 cavity number is chosen for the mold, and a cold runner system is employed for gating. Moreover, there are no undercuts on the inner and outer sides of the plastic part, eliminating the need for a lateral core-pulling mechanism.
Multicolor Molding Technology for Headlights
As the national economy progresses, the automotive industry has become a pillar of the nation’s development. The rapid evolution of the automotive industry has set increasingly high standards for car lighting.
The quality of automotive lighting is crucial for driving safety. Consequently, stringent regulations have been established worldwide. Not only must the design of the lighting fixtures comply with safety regulations, but they should also integrate seamlessly with the overall aesthetics of the vehicle, ensuring both functionality and beauty. As the automotive industry continues to evolve, so does the technology behind headlamp design.
Material and Process Characteristics of Headlights
Typically, headlights consist of a base and a shell. The base is usually made of a thermosetting material called BMC (Bulk Molding Compound), while the shell can be crafted from materials like PMMA, PP, and ABS and is often in two or three colors. When producing dual-color headlights, it’s essential to align the center distances of the two screws with the center distance of the dual-color mold. Additionally, several crucial aspects deserve our attention:
Factors Influencing Stable Headlight Formation:
Control unit response: Extended switch points, noise interference, unstable command output, unstable temperature.
- Mold temperature control.
Common Issues in Designing Tail Light-Specific Plastic Feed Tubes:
Screw idling without feeding.
- Corrosion and wear of the screw, leading to a shortened lifespan.
Key Design Points for Screw Feed Tube Assembly:
The plasticizing screw feed tube assembly, being the heart of the injection molding machine, is responsible for transporting, melting, blending, and measuring plastic raw materials. So, the plasticizing screw greatly affects the quality of the molded product.
- The primary objectives of improving the plasticizing screw are to enhance shear blending, ensure even blending, increase plasticizing capacity, and ensure uniform melt temperature.
Tail Light-Specific Screw Design Focus:
L/D ratio: 21~23.
- Compression ratio: 2.3, with the feed section at about 50%, the compression section at about 30%, and the metering section at about 20%.
Countermeasures for Defective Headlight Injection:
Scorched marks: Reduce injection pressure, adopt multi-stage deceleration injection, and vacuum the mold.
- Sink marks: Adopt a uniform thickness design, increase holding pressure and time, and replace the check valve.
Trust Prototool for Excellence in Headlight Manufacturing
In the ever-evolving landscape of automotive lighting, it’s crucial to partner with a trusted name that understands the intricacies of headlight molding. At Prototool, we pride ourselves on our expertise in automotive component injection mold and component injection molding services. With dozens of successful cases in headlight manufacturing under our belt, we are committed to delivering quality, precision, and innovation. As the automotive industry continues to set higher standards, Prototool stands ready to meet and exceed those expectations, ensuring that our clients always stay ahead of the curve.









